Cotton Mill, Commercial Features.
A Text-Book for the Use of Textile Schools and Investors.
With Tables Showing Cost of Machinery and Equipments for
Mills Making Cotton Yarns and Plain Cotton Cloths:
Electronic Edition.
Tompkins, Daniel Augustus, 1851-1914
Funding from the Institute for Museum and Library Services
supported the electronic publication of this title.
Text transcribed by
Apex Data Services, Inc.
Images scanned by
Tampathia Evans
Text encoded by
Apex Data Services, Inc., Melissa G. Meeks and Natalia Smith
First edition, 2001
ca. 700 K
Academic Affairs Library, UNC-CH
University of North Carolina at Chapel Hill,
2001.

Source Description:
(title page) Cotton Mill, Commercial Features. A Text-Book for the Use of Textile Schools and Investors. With Tables Showing Cost of Machinery and Equipments for Mills Making Cotton Yarns and Plain Cotton Cloths.
(cover) Cotton Mill, Commercial Features
(spine) Cotton Mill, Commercial Features
(appendix) Appendix. Essays on Domestic Industry, or An Inquiry into the Expediency of Establishing Cotton Manufactures in South Carolina. Written by William Gregg, of Edgefield District, South Carolina in 1845. [p. 203-240]
D. A. Tompkins
viii, 1-240, [6] p. : ill., plates
CHARLOTTE, N. C.
PUBLISHED BY THE AUTHOR.
1899.
Call number C677 T66co c.2 (North Carolina Collection, University of North Carolina at Chapel Hill)
The electronic edition is a part of the UNC-CH
digitization project, Documenting the American South.
The text has been entered using double-keying and verified against the original.
The text has been encoded using the
recommendations for Level 4 of the TEI in Libraries Guidelines.
Original grammar, punctuation, and spelling have been preserved. Encountered
typographical errors have been preserved, and appear in red type.
All footnotes are inserted at the point of reference within paragraphs.
Any hyphens occurring in line breaks have been
removed, and the trailing part of a word has been joined to
the preceding line.
All quotation marks, em dashes and ampersand have been transcribed as
entity references.
All double right and left quotation marks are encoded as " and "
respectively.
All single right and left quotation marks are encoded as ' and ' respectively.
All em dashes are encoded as --
Indentation in lines has not been preserved.
Running titles have not been preserved.
Spell-check and verification made against printed text using Author/Editor (SoftQuad) and Microsoft Word spell check programs.
Library of Congress Subject Headings, 24th edition, 2001
Languages Used:
- English
- Cotton manufacture -- Southern States.
- Cotton textile industry -- Southern States.
- Textile factories -- Southern States.
Revision History:
- 2002-08-19,
Celine Noel and Wanda Gunther
revised TEIHeader and created catalog record for the electronic edition.
-
2001-10-24,
Natalia Smith, project manager,
finished TEI-conformant encoding and final proofing.
-
2001-05-01,
Melissa Graham
finished TEI/SGML encoding
- 2001-04-17,
Apex Data Services, Inc.
finished transcribing the text.
[Cover Image]

[Spine Image]
[Title Page Image]
[Title Page Verso Image]
COTTON MILL,
COMMERCIAL FEATURES.
A Text-Book
FOR THE USE OF TEXTILE SCHOOLS AND INVESTORS.
With Tables
SHOWING COST OF MACHINERY AND EQUIPMENTS FOR MILLS MAKING
COTTON YARNS AND PLAIN COTTON CLOTHS.
By
D. A. TOMPKINS.
CHARLOTTE, N. C.
PUBLISHED BY THE AUTHOR.
1899.
Page verso
COPYRIGHT 1899
BY
D. A. TOMPKINS.
Presses Observer Printing House,
Charlotte, N. C.
Page iii
TO THE MEMORY OF MY FATHER,
DR. D. C. TOMPKINS,
THIS VOLUME IS AFFECTIONATELY DEDICATED.
Page v
Preface.
Before the institution of slavery became fixed as the leading feature of the labor system in the cotton growing area of the United States, the manufacturing interests in this area prospered more than in any other part of the country. As the production of cotton with slave labor was found to be more profitable and attractive, the institution of slavery grew in magnitude and importance, while manufacturing interests were neglected and allowed to languish.
The abolition of slavery, as a result of the Civil War, completely upset the system of labor previously in vogue. The former condition had become a semi-feudal one, with such modifications as modern civilization made necessary.
The abolitionists went far past the point of reasonable good judgment. The slaves were all Africans, or of African descent. Some of the most recently imported ones were trained from a savage condition, and all of them were without education or training, except for work on a plantation. These were at once given the right of suffrage and full rights of citizenship, on terms of equality with their former owners. This brought about a condition of semi-anarchy, in which the energy of the Anglo-Saxon element was sorely taxed to maintain their social supremacy and civilizing influence. Nothing prospered during the quarter of a century through which this lasted. Promptly, however, upon the restoration of stable government, a revival of manufactures commenced, which has grown steadily, and is still growing.
In my work as engineer, I have had so many inquiries from people, living in the cotton growing area, for "full information about the cotton manufacturing business," that I have prepared this book to supply, to some fair extent, the data, and such discussion of the same as, I hope, will give a good general idea of the subject.
D. A. TOMPKINS.
Charlotte, N. C., October 15, 1899.
Page vi
Contents.
- CHAPTER I.
COTTON AS A FACTOR IN PROGRESS.--
The Cotton Gin. Old Gin House. Improved Gin House. Increase in Cotton Planting. Value of seed. - CHAPTER II.
VALUES IN COTTON.--
Cotton Monopoly. Foreign Crops. How to Increase Profits in Cotton Growing. Prosperity of Manufacturing Communities. Overproduction. - CHAPTER III.
ORGANIZATION OF COMPANY.--
Subscription List. By-Laws. Salaries. - CHAPTER IV.
LOCATION AND SURROUNDINGS.--
Water Supply. Raw Material. Labor. - CHAPTER V.
RAISING CAPITAL.--
The Installment Plan. By-Laws. Foreign Capital. - CHAPTER VI.
INVESTMENTS, COSTS, PROFITS.--
First Cost of Various Size Mills. Cost of Operation. Output. Labor Required. Cotton Consumed. Profits. Tables Showing Result of Operations on Different Kinds of Goods.
Page vii - CHAPTER VII.
BOOK-KEEPING AND ACCOUNTING.--
Mill Book-Keeping Compared with Mercantile Book-Keeping. Two Different Series of Books. Grouping of Accounts. Mill Reports. Monthly Financial Statements. Annual Statements. Depreciation. Surplus. Blank Forms. - CHAPTER VIII.
LABOR.--
White and Colored Operatives. Labor Laws. Church and School. - CHAPTER IX.
OPERATIVES HOMES.--
New Designs. Specifications for Modern Cottages. - CHAPTER X.
POWER.--
Relative Cost of Steam and Water Power. Water required. Fuel required. Wood Compared with Coal. Electric Transmission of Power. - CHAPTER XI.
SALE OF PRODUCTS.--
Commission Houses. Commissions Discounts. Reclamations. Freight Charges. Blank Forms. - CHAPTER XII.
TEXTILE EDUCATION.--
Foreign Methods. Technical Education in Other Lines. Courses of Study.
Page viii - CHAPTER XIII.
ROAD BUILDING AND BROAD TIRES.--
Good Roads Follow Mill Building. How to Build Roads. Relation of Vehicle to Road. Roads in Mecklenburg County, N. C. Convict Labor. Cost of Road Building. Cost of Repairs. Government Tests. - CHAPTER XIV.
MISCELLANEOUS.--
Insurance and Fire Protection. Standard Equipments. Mill Construction. Warehouses. Lighting. Heating. Plumbing. Humidifying. Size of Buildings. Horse Power Required. Profits. Mill Management. - CHAPTER XV.
FARM AND FACTORY.--
Cotton Manufacturing as an Aid to Agriculture. Markets Made for Farm Produce by Factory Operatives. Food Crops Made Saleable. Cotton a Surplus Crop. - CHAPTER XVI.
BIOGRAPHICAL NOTES.-- - CHAPTER XVII.
STATISTICAL TABLES AND NOTES.-- - APPENDIX.
ESSAYS ON DOMESTIC INDUSTRY.--
Written in 1845, by William Gregg, of South Carolina
Page 1
CHAPTER I.
Cotton as a factor in progress.
The development of the production of cotton in the Southern States within a single century, from insignificant proportions to 11,000,000 bales a year, considered in all its relations to our industrial progress, is without a parallel in history. First of all, it is a sufficient answer to the charge so often made against the South that its people are without enterprise or mechanical ingenuity. It may not be going too far to assert that everything the northern part of the Union has accomplished, put together, has not affected the welfare of so many people in the world or reached so far in its effects as the development of this industry in the South.
It may be answered. "The South is the only section of this country adapted to the production of cotton; if it would grow as well in the North, a different showing might have been made by that section." But cotton grows in India, in Egypt, in China, and in South America. Therefore it may be truly said that a people cannot be without enterprise, who, in competition with such a wide-spread cotton area,--in many parts of which the plant has been cultivated for several centuries--in less than one hundred years, are able to show a production far exceeding that of all the rest of the world.
In 1820, the cotton crop of the United States amounted to about 400,000 bales; in 1892, the yield reached nearly 9,000,000 bales. During the greater part of this interval of 72 years, the price has ranged from ten to twelve cents per pound. But sometimes the price has been as low as five cents, and as high as twenty-seven cents, leaving out of account the years of the war (1860 to 1864.) when the South practically ceased cotton production. Estimating 500 pounds to the bale, and the price at ten cents per pound, the crop of 1820 was worth, in round numbers, $20,000,000. On the same basis, the
Page 2
crop of 1892 was worth $450,000,000. This great increase in cotton production has been made in a section to which there has been no such constant tide of immigration as has been experienced by other parts of the United States, and, for this reason alone, the result reflects great credit upon the native population which has accomplished it.
This wonderful achievement is the result of three things combined, namely: (1) the enterprise and energy of the people; (2) the invention of the cotton-gin; and (3) the designing of buildings and mechanical appliances by which the gin may be economically operated.
The Cotton Gin.
It seems to be the generally accepted opinion that the successful production of large cotton crops in the United States is due to the invention of the gin alone. While this has been an essential element in the problem, yet Egypt, India, and South America, which also have the advantages of perfected gins, due to the inventions made in America, produce cotton neither so cheaply nor in such large quantities as it is produced in the Southern States.
A machine having been invented that would separate the lint from the seed, there was need at once for a suitable house in which to operate it, and some power to drive it. Mule-power was the most available, and wood was the most suitable material, both for the building and for the machinery to be employed in utilizing the power. Therefore, a series of wooden wheels, gears, and levers were devised by someone whose name is now lost. The house was built on posts in such a way that the machinery could be operated by mules underneath it. Considering the limited facilities at hand, this running-gear for the utilization of mule-power exhibited marked mechanical ingenuity and adaptability, the lack of which, in other countries, prevented such results in the production of cotton as were attained here in ante-bellum days.
When the gin, the gin-house with its appliances, and the baling-screw had all been developed to a condition of practical success, the production of cotton then became very profitable. The desire to embark in the business
Page 3
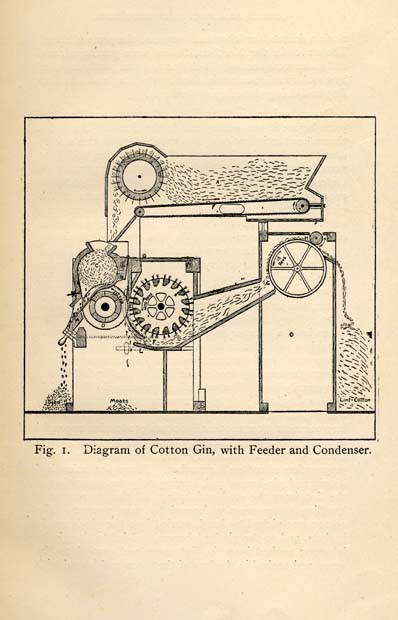
Fig. 1. Diagram of Cotton Gin, with Feeder and Condenser.
Page 4
made a demand for labor and increased the price of slaves. The slaves in the Northern States were purchased, and still more were needed, which demand was partly supplied by the African slave trade, the ships of England and New England doing the carrying business.
Slavery existed in New England about one hundred years before it was widespread in the South. Up to the time when the inventions just described gave such a stimulus to cotton planting, general manufactures had prospered more in the South than in any other part of the Union. As late as 1810, according to the United States census for that year, the manufactured products of Virginia, the Carolinas and Georgia exceeded in variety and value those of all New England. While the production of cotton remained profitable, the growth of slavery gradually stifled Southern manufacturing interests. And as another result of slavery no further improvements were made in the appliances and the methods of preparing cotton for market. The standard ante-bellum gin, gin-house, and screw were practically the same in 1860 as in 1820. Many of those of 1860 were larger and finer than those built a quarter of a century earlier, but there was scarcely a new idea in the design. During this period of forty years the inheritor of slaves had become an aristocrat; the cunning mechanical skill of his forefather was temporarily lost. But, while lost temporarily, it lived in the bones of the people, because no sooner had the late war ended, wiping slavery out of existence, than one improvement after another in cotton production appeared in rapid succession. Before the war mule-power, slave-labor, and wooden machinery were in universal use for the preparation of cotton for market. Every plantation had its gin and gin-house, and, barring only the separation of the lint from the seed and baling, all the operations in handling cotton were performed by man power. The cotton was picked by hand, carried into the gin-house in baskets, and to the gin by laborers, and fed to the gin by laborers; pushed into the lint room and carried to the screw and packed in the box of the screw and bound with
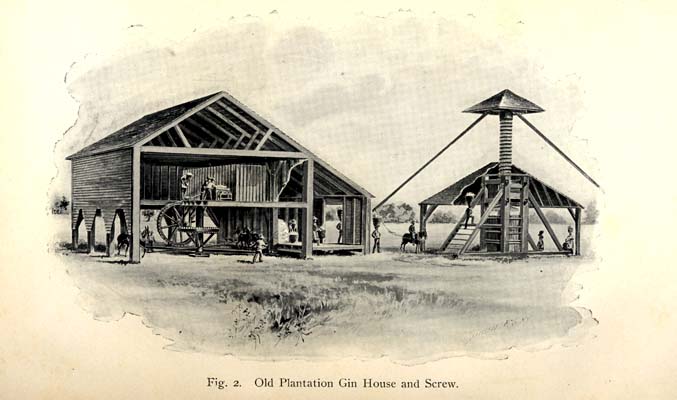
Fig. 2. Old Plantation Gin House and Screw.
Page 5
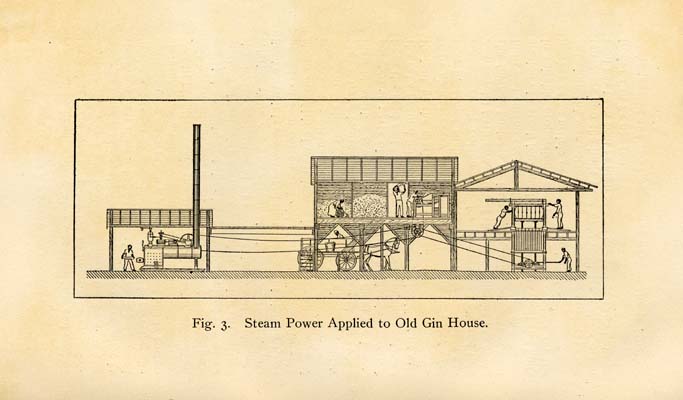
Fig. 3. Steam Power Applied to Old Gin House.
Page 6
ropes, all by hand. Slave-labor was abundant and cost so little that there was no incentive to improvement.
After the war a gin feeder was invented to save the labor of hand feeding; then a condenser, to save labor in the lint room; then a hand-press that could be operated in the lint-room of the gin-house, to save carrying the cotton to the screw; then a power press, and finally cotton elevators, some using spiked belts and some air suction.
Within thirty years the spirit of enterprise, invention, and improvement has again taken possession of the people of the South, and they have revolutionized the whole method of preparing cotton for market, giving their attention to the perfection of all the machinery and appliances relating thereto. The extent of this progress may be realized when it is remembered that the cost of ginning 1,500 pounds of seed cotton and of baling the lint is now only about one-fifth of what it was in 1870. In the march of progress the plantation gin-house and screw have been supplanted almost entirely by the modern ginneries, which are centrally located and are manufacturing plants rather than plantation equipments. Many of them are incorporated as parts of plants in which the lint is separated from the seed and baled, the oil taken from the seed, and the cake ground into meal to be used as fertilizer or cattle-feed, as the markets may demand.
In almost every community in the South there may now be found such manufacturing plants. These gin cotton, crush cotton-seed for cotton-seed oil, and mix commercial fertilizers. Out of this development has come the further business of fattening cattle on cotton-seed hulls and cotton-seed meal at the plants, and the preparation of a stock food made by mixing the meal and hulls in suitable proportions and putting the product on the market as an article of general merchandise.
Before the war cotton seed was a waste product; even ten years ago the hulls were only used for fuel. Cotton seed has sold as high as $20 per ton and the hulls at from $3 to $5 per ton.
At present the most expensive item in the production
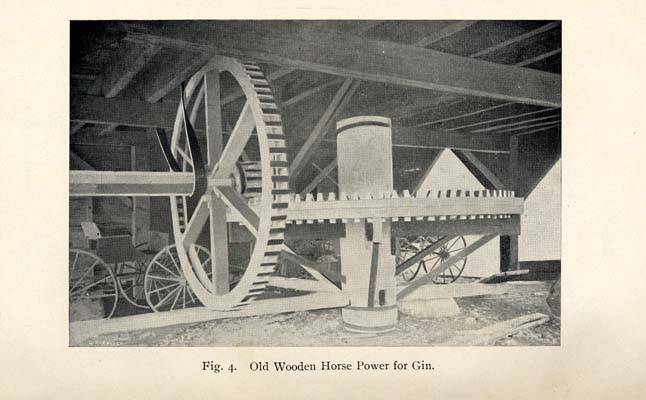
Fig. 4. Old Wooden Horse Power for Gin.
Page 7
of cotton is the cost of picking the raw cotton from the stalks in the field. The exercise of ingenuity looking toward lessening this heavy expense has not been neglected. During the last few years, numerous patents have been issued for cotton-harvesters, many of which are absolutely without merit, but some of which are marvelously ingenious. One that seems, so far, to have come nearest to doing commercially successful work is that of Mr. C. T. Mason, of South Carolina. The incentive to the solution of this problem may be seen from the following estimate:
The price now paid for picking raw cotton from the field is from 50 to 75 cents per hundred pounds. About 1,500 pounds of seed cotton are required to make a bale of lint weighing 500 pounds. The cost of gathering 1,500 pounds of cotton at, say 60 cents per hundred, is $9. Therefore to gather ten million bales will cost, at present prices, $90,000,000. It is claimed by the cotton-harvester inventors that a machine can be made which will gather 4,000 pounds of seed cotton per day, with the aid of one laborer and one mule, whereas the gathering of 150 to 200 pounds by hand is now a day's work for one man.
The Growth of the Industry.
The following table will give some idea of the increase, as well as some idea of the increased value of the crop since 1820. Values are all based on the rate of 10 cents per pound, and an average weight per bale of 500 pounds. The estimates are given in round numbers.
| Year. | Production in Bales. | Value at 10 cts per Pound. |
| 1820 | 400,000 | $ 20,000,000 |
| 1840 | 1,600,000 | 80,000,000 |
| 1850 | 2,250,000 | 112,500,000 |
| 1860 | 3,600,000 | 180,000,000 |
| 1870 | 3,000,000 | 150,000,000 |
| 1880 | 6,600,000 | 330,000,000 |
| 1890 | 8,000,000 | 400,000,000 |
As has already been said, cotton seed was formerly a waste product, except where used in the Southeast to a
Page 8
limited extent as a fertilizer. Since the war the cotton seed oil business has been developed to such an extent that in an average season, about 1,500,000 tons of seed will be crushed for oil and other products. Out of these seed will come the following products, against which their values are shown:
| 60,000.000 gallons cotton oil @ $ 0.25 | $15,000,000 |
| 700.000 tons hulls @ 4.00 | 2,800,000 |
| 500,000 tons meal @ 20.00 | 10,000,000 |
| 50,000,000 pounds short lint @ .02 | 1,000,000 |
| Total | $28,800,000 |
This vast sum of money comes out of what was, in the days of slavery, almost entirely wasted.
But it is not alone in the utilization of cotton seed that the revived mechanical genius of the South is being shown, but in the manufacture of cotton into yarns and cloth as well. In a region of country reaching along the foothills of the mountains from Lynchburg in Virginia, to Atlanta, in Georgia, almost every town has one or more cotton factories, all built since the war. Many factories have been built on the water powers in the country, and towns have grown up around them. At first only coarse goods were attempted; then finer and still finer products in succession. While as yet no very fine goods have been produced, enough has been done to prove that, as capital accumulates and the owners acquire an increased knowledge of the business and the operatives improve in skill, there is no more limit to the quality of the goods that may be made about Charlotte, North Carolina, than those that may be made about Lowell, Massachusetts, or Manchester. England.
And there is still another thought suggested by a study of general economic progress. The present industrial development in America, in England, and on the continent had its beginnings in four events, the absence of any one of which would have made present industrial conditions impossible. These were the invention of the power-spindle, the inventon of the power-loom, the invention of the cotton-gin, and the response to these by the southern
Page 9

Fig. 5. Improved Gin House for Steam Power.
Page 10
portion of the United States in the production of the raw material for the utilization of these inventions.
It is not alone of interest that the impetus given to the production of cotton by mechanical inventions has added to the productive capacity of Southern agriculture and increased the wealth of an important section of the United States. Every family in the whole country has been benefitted by the cheapening of clothing and other articles made of cotton, by reason of the marvelous increase in the production of this Southern crop. The manufacturing and commercial interests of New England have been promoted to a remarkable extent by the same cause, to say nothing of the effect upon the cotton manufacturing interests in England and in other parts of the world. The increase in the consumption of cotton goods due to the wonderful cheapening of their cost, is another result of the increased cotton crop of the South, while the benefit to all shipping interests due to the cotton carrying trade is still another result. That cotton, more than any other one item of freight, has been the basis of transatlantic commerce, is well known.
Leaving aside such general benefits, at home and abroad, accruing to the industry and to the commerce, and to the comfort of the human race from the increased cotton production of the South, we may again refer to the importance, to this section of the cotton growing industry. Cotton as a basis of wealth and of productive industry has made possible the growth of prosperous cities and towns where, at least before the development of the mineral resources of the South, nothing of the kind could have existed. The cotton industry has contributed to the success of all transportation systems in our borders. Even the development of Southern coal and iron mines has been hastened by the need of iron by railroad companies for the transportation of the cotton and in the manufacture of cotton machinery, and the need of coal for purposes to which cotton has given rise. The cotton-growing industry, in short, has furnished what opportunity has existed in this large portion of the Union for the employment of engineering and mechanical skill, contributing thus to every branch of material progress.
Page 11
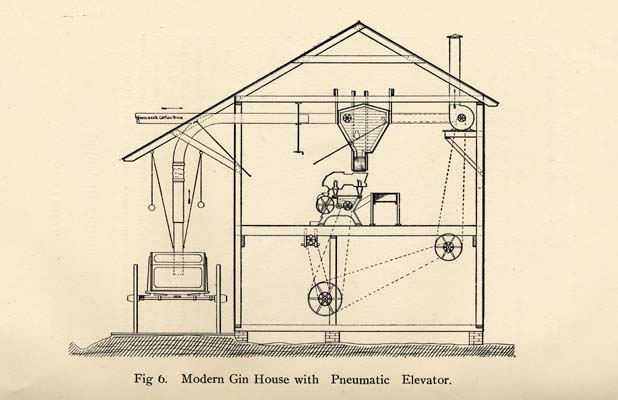
Fig. 6. Modern Gin House with Pneumatic Elevator.
Page 12
CHAPTER II.
Values in Cotton.
A careful study of past events in connection with the development of cotton production, together with a study of the conditions surrounding the present state of the industry, should promote a knowledge of the subject that will be of infinite advantage in showing what is the best course for the American cotton producer to pursue in the future.
It would be of great advantage for the present generation to know in what way the most money can be made out of the cotton crop. Constantly increasing production, constantly lowering prices, increasing cost of labor, doubt as to the extent to which the negro will continue as a valuable laborer on the farm, the extent to which white labor is being attracted from the cultivation of cotton to occupations in its manufacture, markets for increased production of goods, the questionable future of the negro; all these, and other changing conditions, makes it important to review carefully the past, study assiduously the present conditions, and upon the basis of facts determine, with discretion, in what direction to move for the preservation of that practical monopoly in the production of cotton now enjoyed by the United States, for the betterment of the condition of those engaged in it and for the general interests of the people at large.
Commencing in 1790 with a crop of 5,000 bales, the production of cotton has continually increased in the United States, reaching in 1898 more than 10,000,000 bales.
In the same period the price has gone from about 25 cents a pound to about 6 cents a pound.

Fig. 7. Old Slaves and Their Cabin.
Page 13
Cotton Monopoly.
Before the civil war and the abolition of slavery, the monopoly of the production of cotton by the United States for the larger markets was well nigh complete. This statement omits of course consideration of cotton raised in various countries for hand spinning and weaving and other home uses.
Since the civil war in the United States, by which slavery was abolished, India and Egypt, under English direction, have developed a growing interest in the production and export of cotton. A considerable cotton manufacturing interest has also been developed in India, mostly with English capital and under English management.
| *In 1869-'70 the American crop was | 3,122,000 bales. |
| In 1869-'70 the India crop was | 1,985,000 bales. |
| In 1880-'81 the American crop was | 6,605,000 bales. |
| In 1880-'81 the India crop was | 2,093,000 bales. |
| In 1890-'91 the American crop was | 8,650,000 bales. |
| In 1890-'91 the India crop was | 3,225,000 bales. |
* Figures reduced to round numbers are from "The Cotton Plant," published by the United States Government under direction of Chas. Dabney.
Since 1890 the India crop has remained very nearly the same. The check to its continued growth, however, has only been accomplished by an increase of production to ten and eleven million bales in the United States, while at the same time the price has declined to five cents.
It will be observed that the India crop of 1890-'91 is about the same as the American crop was for 1869-'70. It has required constant increase in production, and constant reduction in price, for the production and prices of the United States to check the encroachments of India upon cotton trade formerly controlled almost exclusively by this country.
The conditions brought about by this competition are not satisfactory to the cotton farmer of the United States. Cotton at 5 cents a pound does not bring a satisfactory
Page 14
income. The contemplation of large crops and low prices under average past conditions give scant encouragement to the cotton farmer for the future.
Yet in view of the increasing crops of India and Egypt it is evident that if the world wants more cotton, the demand will be met and without any very great increase in price.
The preceding figures in relation to the American and Indian crop show that, even with present quantities and at present prices prevailing in the United States, India could and would produce more cotton if the crop should be curtailed in this country.
The exports of cotton from Egypt to Europe and the United Kingdom are as follows (round numbers):
- In 1875, 347,000 bales.
- In 1880, 456,000 bales.
- In 1885, 500,000 bales.
- In 1891, 538,000 bales.
- In 1895, 634,000 bales.
From these figures it will be seen that the large production attained and the low prices reached in the United States do not stop the increase of production in Egypt. On the contrary, Egypt has made some headway in shipping cotton into the United States, the extent of which will be shown by the following figures:
- In 1885, 3,815 bales.
- In 1890, 23,790 bales.
- In 1895, 59,418 bales.
In other countries, also, progress is being made. Therefore, it would appear that in time the less enterprising people of the world learn American methods and then apply them where fairly favorable conditions and cheap labor can be found.
The ante-bellum planter, with slave labor, did a wonderful work in creating methods and means for producing a raw material that went far to take the place of wool and linen, and at a price to put a good material for clothing within the reach of all humanity.

Fig. 8. Cotton Bales as Brought to the Compress.
Page 15
The post-bellum farmer has done equally well if not better in forging ahead in the production of larger quantities, as the world's demand increased, and at prices sufficiently lower to fairly well preserve the monopoly.
Many factors have entered into the economies from year to year to keep the cost of cotton down below the market price. It formerly cost $5 a bale to gin and bale cotton. By improved methods it now costs less than $1 in most parts of the cotton belt.
The seed was formerly a waste product in some sections, and of but scant value as a fertilizer in other sections. But now cotton seed has become the raw material for a valuable and prosperous industry, cotton seed oil milling.
Factories for the manufacture of commercial fertilizers have been established, by which means very excellent fertilizers at very cheap prices are available wherever they are needed.
States have founded agricultural Colleges, Boards of Agriculture, Inspectors of Fertilizers, Agricultural Experiment Stations, and have in many other ways contributed to the acquisition and distribution of knowledge of better methods and closer economies in producing cotton.
Decreasing Profits in Producing Cotton.
With the advantage of all these, the condition of the cotton farmer is not a satisfactory one. The following figures, showing approximate crops and their values, all in round numbers, will illustrate the disadvantages that changing conditions impose upon the farmer:
- Crop of 1871--4,250,000 bales @ 17c $361,250,000.
- Crop of 1880--5,750,000 bales @ 12c 345,000,000.
- Crop of 1886--6,500,000 bales@ 9½c 308,750,000.
- Crop of 1895--9,500,000 bales @ 6½c 308,750,000.
From the above, it will be seen that the crop of 1895, while about double that of 1871, only yields about the same money. It must not be forgotten, however, that the cost of production has been much decreased in the same time, and that the developing cotton seed oil business
Page 16
has given a value to by products of the crop, and that the value of money is greater now than it was in 1871 because of the lowering of the prices of all other products (or the appreciation of money whichever way it may be called.) The appearance of furnishing twice the cotton therefore for the same value is not correct.
Better knowledge and further economies may of course be introduced. Education may be improved and extended. Fertilizers will be more abundantly made, and sold cheaper. Experiment stations will develop and disseminate a knowledge of better methods. Better and cheaper methods of preparing cotton for the markets will be invented and introduced.
But with all these, the problem is still a serious one. Assume that 5 cents per pound is now the cost of producing cotton. To reduce the cost of production to four cents would be a saving of 20 per cent. But assuming that our schools, experiment stations, fertilizer inspectors and all other co-operating influences be kept at work, a saving of 1 cent per pound, or 20 per cent. of the cost, is going to be hard to reach.
It would seem that the States and the people have been diligent and studious in finding out and applying well developed knowledge and new methods to keep down the cost of cotton production. Statistics from other countries show that without this constant improvement and lowering of prices here, those other countries would have taken a large proportion of the cotton trade which we yet control.
It is evident that all the talk about curtailment of production and increase of price can never lead to any good results. If such a policy could possibly be adopted, the beneficial effects could only be felt during the one or two years in which the advanced price would certainly stimulate, to the normal requirements of the world, the production in other countries, at very little if any better than present prices.

Fig. 9. Combined Cotton Seed Oil Mill, Fertilizer Factory and Ginnery.
Page 17
How to Increase Profits in Cotton Growing.
The future prosperity of the American cotton producer lies in the development of the manufacture of the staple at home. By this means the farmer would not only get a better price for his cotton, but the markets created for other farm products which are not now salable, would go far to make a surplus and profitable cash income without curtailing the production of cotton. It is well known that the average cotton farmer has ample time to spare. With a manufacturing population to take his perishable food crops he could raise as much cotton as usual and sell chickens, eggs, fruits, vegetables, meat, wood, and other things required by factory operatives to an extent to bring as much cash income as the value of his cotton crop, thus doubling his gross income from the same farm. Some more work would be required, but it would be pleasant work. The new income would be one that would extend over the entire year, and would yield most cash in spring and summer when the cotton farmer is needing it the most.
The advantages of home manufacture may be illustrated by figures as follows:
Take an ordinary county producing 10,000 bales of cotton; then
- 10,000 bales sold in bales @ 6c=$300,000.
- 10,000 bales sold as cloth @ 18c=900.000.
This would make a profit of $600.000 to the county.
Assume that this cloth was shipped to China instead of shipping the raw cotton to England and it becomes evident that the English cotton buyer sends here $300,000 while the Chinaman would send $900,000. This $600,000.00 additional would be distributed about as follows in the county.
- To stockholders of the Factories, say . . . . . . $100.000
- To Operatives . . . . . . 300.000
- To Fuel and Supplies . . . . . . 100.000
- To Miscellaneous . . . . . . 100.000
About half the money paid to operatives would go to
Page 18
farmers for foodstuffs. About one third to merchants. Some would be saved.
The above basis of 18c a pound for cloth is fixed upon as a fair average of the selling price for the kinds of cloth now being made in North Carolina.
Finer cloths would show a correspondingly better advantage.
In order to show how this operates, a bolt of cotton cloth--summer dress goods--was taken from the stock of a country merchant and weighed up. According to the price charged per yard--and it was considered cheap--that cotton cloth sold for 50 cents per pound. Another similar bolt sold at the rate of 64 cents per pound. This was in a North Carolina town, the county seat of a county making 10,000 bales of cotton.
It is possible that the cotton from which this very cloth was made, went away from the county at 5c per pound and came back at 50 or 64 cents per pound.
In other words, if a farmer's wife or daughter bought this cloth for a dress, it might easily happen that the farmers crop of ten bales of cotton might have been sold for 300 dollars, and a portion of it bought back by his wife at the rate of $3,000.00 or ten times its original value.
And it is a question whether the labor of turning cotton into cloth was as much as that of producing the cotton. The matter of making the cloth is one of creating the facilities and of knowing how to do it. As a proof that the advantage lies with the manufacturer, it is only necessary to visit a town in the cotton belt having good agricultural surroundings but no manufactures, and then visit a cotton manufacturing centre, in or out of the cotton belt.
Prosperity of Manufacturing Towns.
In the former the conspicuous elements are unpainted houses, idle people on the streets, a want of public improvement, besides many other similar deficiencies. In the latter, the streets are paved, the people are alert, houses are in good repair and painted; and all evidences
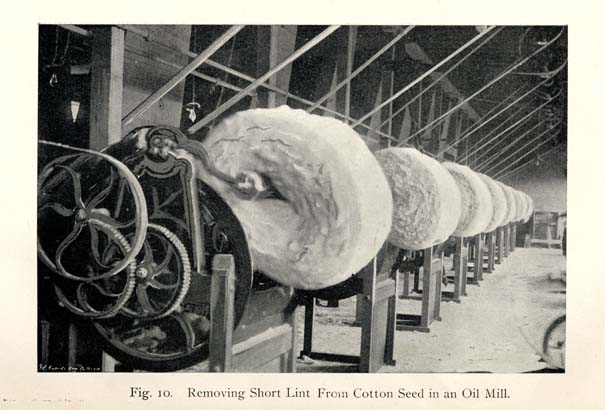
Fig. 10. Removing Short Lint From Cotton Seed in an Oil Mill.
Page 19
go to show the value to a people of making cotton worth more than 6c. a pound before sending it away from home.
While the figures show that the manufacture of cotton enriches a country, there is never any certainty that any one person or any one mill will get rich or even make money. With the increased income to a country on manufactured cotton over and above raw cotton, everybody ought to live better, and everybody certainly has the chance to make a better living, and even accumulate property if they work and are thrifty and economical.
The opportunity to accumulate property and get rich is within the reach of all wherever successful manufacturing is done; but it is not the nature of all people to save money, even when they make it.
Property in any community always benefits the whole people as well as those who accumulate property.
The roads are better, public buildings are better, streets and pavements are better, schools, libraries, churches, art galleries and all other things that go to make up human life are better. In peace or in war it is the prosperous country that is most successful and whose people are most independent. The best prosperity in peace and the greatest strength in war belong to the manufacturing people of the world.
As an evidence of the change that the introduction of manufactures makes in a town or city, notice the contrast between the public buildings of Charlotte, N. C., in 1888 and in 1898.
The possibilities for multiplying wealth and keeping money in circulation at home are startling from their very magnitude.
Figuring the American crop at ten million bales, we would have:
- 10,000.000 bales sold as cotton @ 6c $300,000,000.00.
- 10,000,000 bales sold as cloth @ 18c 900,000,000.00.
This would bring to the people of the cotton region in America three times the money now received for the cotton crop. It is not to be assumed that the markets would take the entire crop in the shape of plain, white
Page 20
and colored goods. But, with our increasing trade with other countries requiring plain goods, there would seem to be ample room to extend operations in that direction for some time to come. The following are some figures relating to Chinese trade.
- Imports into China $170,991,384 value.
- Imports from U. S. into China 9,659,440 value.
- Imports Cotton Goods into China 64,028,692 value.
- Imports Cotton Goods U. S. into China 7,438,203 value.
There are other countries more or less similarly situated.
In North Carolina the quantity of cotton manufactured is something over 300,000 bales. The report of the commissioner of labor for the State shows that this requires something over 30,000 operatives in her factories. Thus in making plain goods, white and colored, a factory will consume about ten bales of cotton for each person employed.
At this rate an entire crop of American cotton aggregating 10,000,000 bales could be manufactured into plain goods by 1,000,000 operatives. The population of the American cotton producing area is probably about 20,000,000 people. Those who know the existing conditions will probably not dissent from the opinion that it would be easy to put 1,000,000 people to work manufacturing cotton, and never miss them from present employments.
Estimating 12,000,000 out of the entire population as being white people, even from amongst these, a million could be more than easily spared.
The creation of the means for profitable employment in any community elevates the community and the people also. Districts that are purely agricultural furnish scant encouragement to those who are not situated so they can farm. There is many an instance where a person has lived a humdrum life in an agricultural community, and whose energies were not held in high esteem, but who became of great value in the development of a manufacturing interest.
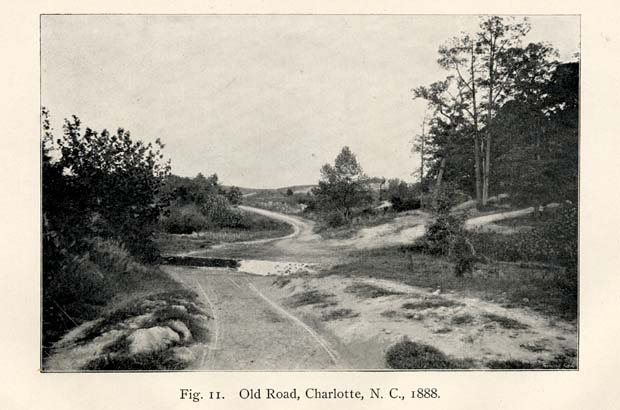
Figure. 11. Old Road, Charlotte, N. C., 1888.
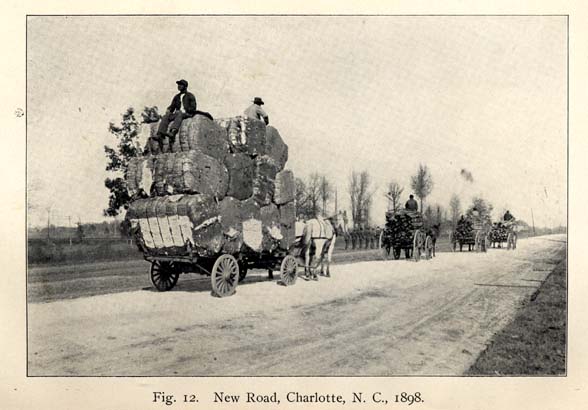
Figure. 12. New Road, Charlotte, N. C., 1898.
Page 21
The above estimate of the possibilities with present conditions is based to some extent on actual results that have been attained in North Carolina. By the report of the commissioner of labor, the crop of the State is something over 500,000 bales; 500,000 bales @ 6c. would yield $15,000,000; 300,000 bales now manufactured into cloth and yarn actually do yield an average of 18c. or $27,000,000. The value of the remaining 200,000 bales @ 6c. would be $6,000,000. Thus the crop of North Carolina now actually yields in money to her people about $33,000,000 as against $15,000,000 if the whole were still sold in a raw state.
The factory that triples the price of cotton should also triple the value of the neighboring land upon which the cotton is produced. The factory in effect, pays a bounty to the farmer. This bounty is paid as follows:
1. A factory pays an average of ¼ cent more for cotton than is paid for shipment or export. While this is not a voluntary contribution, (the factory pays it to keep the local cotton from going away, thereby avoiding paying freight on other cotton.) It is about one dollar per bale bounty to the farmer nevertheless.
2. A market is created for wood, chickens, eggs, butter, milk, fruit, vegetables, pork, mutton, and every other food stuff for humanity that a farm in the cotton region is capable of raising.
3. There would be from time to time profitable occupation for some members of farmers families in teaching school, working in the factory, clerking, etc., etc. Doctors and store keepers get patronage and trade, and these in turn must have food stuffs.
It is easy to perceive that with ample markets and other advantages, a thrifty farmer could double his income by the sale of stuffs for which, without manufactures, he has no markets, and much of which he now produces and loses.
Some apprehension has been expressed that the factories would injure the farming interests. That the better and more regular wages in factories would attract people
Page 22
from the farms and thus cause their abandonment. As a matter of fact, the tendency is the other way. As factories are established and increased, farming becomes more and more attractive. This is not a matter of opinion or a theory, but the increased value of land and the better condition of the farming interests are conspicuous whereever factories have been established.
If, however, it should become necessary to still further stimulate the farming interests beyond what the factories naturally give, this could be profitably accomplished by paying a direct bounty on every pound of cotton produced. The need for this is a long time off; for reasons have already been given to show that the establishment of factories is calculated to double the income of neighboring farmers. This is the same result as if cotton brought in the market 12 cents instead of 6c. or 10c. in place of 5c.
In the previous discussion, the manufacture of plain white goods and ordinary checks and plaids have been considered. These bring an average price about three times the value of cotton. With increasing knowledge, skill and experience, goods may be made which are worth five times and ten times the value of raw cotton. In order that the greater advantages of these better prices may in future be obtained, it is important to give careful attention to the subject of Textile Education. Assuming that the crop of 10,000,000 bales could be made worth an average of 60c. a pound by manufacture into finer goods at home, we would have:
10,000,000 bales at 6c. yielding now $300,000,000.
10,000,000 bales at 60c. yielding then $3,000,000,000.
Organdies in any dry goods store sell every day at the rate of 60 cents per pound. Finely made and well finished cotton goods of many kinds sell as high as $2.00 per pound, and even higher.
We all know that the cheapest and best raw material in the world for plain clothing (cotton) is available here in great quantity. That the market for the product is the whole world. That there is a large idle population

Figure. 13. Old Court House, Charlotte, N. C., 1888.
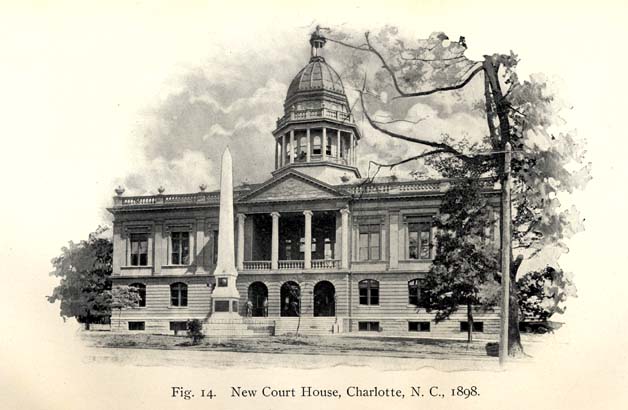
Figure. 14. New Court House, Charlotte, N. C., 1898.
Page 23
capable of making good operatives and needing employment. It has already been proven that manufacturing can be successfully carried on in the cotton growing area of the United States. We need fostering laws, the confidence of home capital, education and training in textile work.
Overproduction.
The question of overproduction would seem to be dependent on the development of foreign trade to take the goods. The cotton crop is now about ten million bales. About one quarter of this crop is manufactured in the United States. The remaining seven and a half million bales are sent abroad to be manufactured. If our export trade facilities should be made equal to those of England and Germany, then the subject would be reduced to one of our ability to compete. In plain white goods we are now competing in the Chinese, and some other markets, against the manufacturers of the world.
England and Germany and other countries are willing enough to send subsidized ships here to take away our raw cotton at 5 cents per pound. They would soon tire of taking away our manufactured goods at 15 cents per pound and upward. We must have our own national shipping facilities and our banking houses in the foreign countries.
With these advantages, there is no good reason why the American manufacturer cannot make cotton goods as economically as any other country, and extend his trade over the entire world. If this be done then the construction of new factories may continue until the entire cotton crop is manufactured at home. Without a growing export trade, there are now mills enough to supply the entire home markets. The American export trade is now growing rapidly, and seems fair to continue to do so. As long as this continues there is no immediate danger of overproduction.
If the cotton is manufactured at home, it is not only important, but essential, to have shipping facilities to distribute the manufactured products over the world.
Page 24
Our shipping interest is in exceedingly bad condition. In truth, excepting only in coastwise or domestic trade, we have very little shipping interest. While our future prosperity is dependent upon manufactures, the manufacturing interest, in turn, is dependent on the development and maintainance of a merchant marine which will distribute our goods over the world. Every cotton manufacturer and cotton farmer should aid in every way possible the development of our shipping interests.
We have more railroads than all the rest of the world combined. With these our domestic transportation facilities are the finest in the world, and our domestic freight rates are exceedingly low. Yet the ocean traffic under the American flag is insignificant.
The English travel in their own ships, as we travel in our own railway trains, but the Americans have neglected to provide facilities for foreign trade.
Much has been said about competition between the North and South in cotton manufacture. This talk seems to be without good reason. The cotton manufacturers of the United States, North and South alike, are together in competition with those of Germany and England. Conditions that will make prosperity in the South will also make prosperity in the North. It is important that the people of both sections work together to create proper shipping facilities for the export of our products and that we co-operate to bring about national laws to develop and foster our export trade in manufactured cotton goods.

Fig. 15. Old Railway Station, Charlotte, N. C. 1888.
Fig. 16. New Railway Station, Charlotte, N. C. 1898.
Page 25
CHAPTER III.
Organization of Company.
The first move in the organization of a company is the subscription list. This is generally very simple, as follows:
"We, the undersigned, hereby subscribe the sums set opposite our names to the capital stock of a company to be formed for the purpose of building a cotton mill at or near ...... Edgefield, S. C.......Shares $100 each.
| Name. | No. Shares. | Amount. |
| .......... | ..... | ..... |
| .......... | ..... | ..... |
| .......... | ..... | ..... |
| .......... | ..... | ..... |
Another form, with conditions, would be as follows:
"We, the undersigned, hereby subscribe the sums set opposite our names to the capital stock of a company to be formed for the purpose of building a cotton mill at or near ...... Canton, Miss.......Shares $100 each.
When $65,000 is subscribed, the company may be organized and proceed to build a mill.
Additional subscriptions may be obtained up to $200,000.00.
| Name. | No. Shares. | Amount. |
| .......... | ..... | ..... |
| .......... | ..... | ..... |
| .......... | ..... | ..... |
| .......... | ..... | ..... |
Next after the subscription list comes the charter. The laws in different States vary so greatly, as to method of obtaining charters, that no suggestion can be made here as to charter except that a lawyer should be employed to obtain one. The charter ought to be as liberal as possible
Page 26
as to the limits of capital. It should permit starting business on a low minimum capital subscribed, and should permit continued subscriptions to a fairly high figure. If it is contemplated to raise $100,000.00 more or less, then the charter should make $75,000 the capital necessary before organizing and $250,000 the limit on the high side. Of course even this could be increased at a future time by amending the charter.
After the charter, comes a meeting of the stockholders to elect directors. At this meeting the By Laws should be ready and should be adopted.
The directors elect the officers. They should be authorized to call in the capital stock as needed. It might be better to fix the calls as for example 10 per cent. per month until the stock was paid to par value.
The By Laws for a cotton mill company are usually about as follows:
By-Laws.
Section 1. Members of this corporation shall be persons of the age of twenty-one (21) years and upwards. Minors may hold stock by trustees, but not otherwise.
Section 2. Each stockholder will be held bound to pay his assessments and faithfully observe and fulfill all the requirements of the Charter and By-Laws.
Section 3. Annual meetings shall be held second Wednesday of April of each year for the purpose of electing Directors and receiving the reports of officers, and for the transaction of any other business that may properly come up for consideration.
Section 4. At the annual meeting the President, Vice-President and Treasurer shall make their annual report.
Section 5. At all regular and special meetings of the stockholders a majority of the stock shall constitute a quorum for the transaction of business.
Section 6. The President and Directors or a majority of the Board may call a special meeting of the stockholders at any time on mailing written notice or publishing ten (10) days' notice thereof in a newspaper published in the city of--Charlotte.
Fig. 17. Old City Hall, Charlotte, N. C., 1888.

Fig. 18. Old City Hall, Charlotte, N. C., 1898.
Page 27
Section 7. None but stockholders shall be eligible to the office of Director, and whenever any vacancy shall occur in the Board of Directors it shall be the duty of the Board to fill such vacancy until the next meeting of the stockholders.
Section 8. A majority of the Board of Directors shall constitute a quorum. In the absence of the President, the Vice President will perform the duties of the President.
Section 9. The Board of Directors shall meet from time to time and on such day as they may deem best for the interest of the Corporation; they shall constitute the Council of Administration, and it shall be their duty to manage the business affairs of the Corporation, to examine regularly the books and accounts of the Treasurer, and they may appoint from their own members, such committees as may be necessary, except as provided in section 17 of the By-Laws.
Section 10. The President shall have charge of all the property and affairs of the Corporation. He shall preside at the meetings of the Board of Directors, appoint committees and make all contracts for the Company, and the duties of all the officers shall be done subject to his direction and approval. He shall take into his keeping the bonds of the other officers of the Company, cause the Charter and By-Laws to be enforced, and cause the books and vouchers of the Company to be audited at regular intervals not exceeding six months. He shall be elected by the Board of Directors for one year, or until his successor is elected.
Section 11. The 2nd Vice President and Secretary shall keep the stock book and seal of the Company. He shall with the advice and approval of the President, purchase the cotton, supplies, etc., sell the goods and conduct the general business of the Corporation, all of which shall be subject to the approval of the Board of Directors. He shall be elected by the Board of Directors for one year or until his successor is elected. He shall keep a record of the Company's meetings and of the meetings of the
Page 28
Board of Directors. His compensation shall be fixed by the Board of Directors.
Section 12. The duties of the Treasurer shall be as follows: Keep an accurate set of books of all transactions of the Company, and make and submit to the other officers and the Board of Directors, a balance sheet each month, giving such analysis of the books as shall enable the officers to fully understand the profits, losses or other facts of importance relating to the conduct of the business.
He shall furnish, as often as required, vouchers for a proper audit of the Company's books and accounts.
He shall sign all checks, drafts and notes, provided that notes shall also always be signed by the President or second Vice President. The President or second Vice President may also countersign checks or drafts. In the absence of the Treasurer, the President or second Vice President shall sign checks, drafts and notes.
The Board of Directors shall fix his compensation.
He shall give bond in an approved Security Company for an amount to be fixed by the Board of Directors, but for no less than $10,000.
The fee for bond to be paid by the Company.
Section 13. It shall be the duty of the Board of Directors at least five days previous to every annual election for Directors, to appoint from the stockholders two competent persons to investigate the affairs of said corporation, and to make report thereof, which report shall be recorded in a book kept for that purpose, which shall always be open to the inspection of any Stockholder.
Section 14. Any officer of the Corporation may be removed or suspended for neglect of duty, breach of trust or other sufficient causes, by the Board of Directors.
Section 15. All assignments and transfers of stock must be made upon the books of the Corporation at least ten (10) days before each annual meeting, in order to entitle the assignee to all the rights and privileges of the original Shareholder at each annual meeting.
Section 16. Any person desiring to subscribe for stock at any time after the organization of the Corporation,
Page 29
may become a shareholder on such terms and conditions as the Board of Directors may prescribe.
Section 17. The President, except as otherwise provided for, shall appoint such officers and employees of the Corporation as may be required from time to time for the prosecution of its business, and fix the amount of compensation to be paid them.
Section 18. All election of officers shall be held by ballot.
Section 19. Certificates of stock shall be issued when Stockholders shall have paid their assessments in full. All certificates of stock shall be signed by the President and Secretary of the Company, with the seal of the Corporation affixed thereto.
Order of Business--Stockholders' Meeting.
1. Appointment of committee of two to ascertain the amount of stock represented in person and by proxy.
2. Reading of minutes of last annual and any intervening meetings.
3. Report of President with accompanying reports of officers.
4. New business, motions, resolutions, etc.
5. Election of Directors.
6. Adjournment.
Number of Directors.
In introducing manufactures into new territory, the companies are necessarily, in most cases, made up of many small subscribers. This generally changes as manufacturing grows. After manufactures are well established a new factory is generally organized by a small coterie of business friends. Sometimes three to five men will arrange to build a mill and then let in a few personal friends for reasonable amounts, if the friends desire to get in.
Even when the number of stockholders is large, it is not considered desirable to have large directories. Five directors is generally considered enough. Seven is not
Page 30
objectionable or uncommon. Harmony in the board is the important element. A mill might of course have 15 directors and have an efficient and harmonious board. The chances are, however, that with 15 members on a board they would either neglect their duties or wrangle and finally quarrel. This would mean the breaking up of the mill. Nothing will more certainly break a cotton mill company than a quarrel in the board of directors or amongst the stockholders. The officers should be of a kind that could occupy their positions one year after another without interruption.
One of the objections to a large list of stockholders is that there is liable to be some obstructive man who is purposely making trouble for the executive officers. It may be a man who wants to buy cotton for the mill, or do the law business for the mill or be treasurer, or it may be one who simply delights in making trouble.
Sometimes when a company has many stockholders a small coterie of these get enough stock to control the company and then these determine in a conference what is to be done and what not done. Then when the stockholders meet, the dissentious element can do little harm.
In most companies the minority stock tends to scatter. It is bought by individuals for investment, and the known strength of the controlling majority is a point in favor of the stock rather than against it.
Salaries.
The personnel of the organization varies so much that there is no standard method of organizing or of fixing salaries. It is entirely unlike the political organization of a State, having a governorship with a fixed salary and well defined duties, and other official positions having fixed salaries and well defined duties.
When manufactures have become well established, a new mill is sometimes organized by a number of men who perceive that some one man is a promising manufacturer. So much stress is laid on the qualities of the man that investors will raise money to be put in the hands of the good manufacturer. In such case this man would be apt
Page 31
to be made President and Treasurer and be allowed to select his own bookkeeper who would be made secretary.
If this is a young man he might have been receiving in his old place $1,200, $1,500, $1,800, $2,500 or even $3,000 per year salary, according to size of mill. In the new place, he might get $1,500, $2,000, $2,500, $3,000 at the start of the new enterprise, with the understanding that he is to receive better pay when the new property is made a success.
For a mill of 10,000 spindles and 320 looms, the salary list might be as follows.
| President and Treasurer | $2,500.00 |
| Secretary | 1,200.00 |
| Superintendent | 1,500.00 |
or it might be with an entirely different set of people as follows:
| President | $ 600.00 |
| Secretary and Treasurer | 2,000.00 |
| Superintendent | 1,800.00 |
In the former case the President and Treasurer would be the man to give his entire time and attention to the business.
In the latter case, the Secretary and Treasurer would be the active man of affairs, the President probably making the financial arrangements and exercising very general supervision.
In a mill having 50 to 100 thousand spindles the President and Treasurer, when the active man would receive a salary of $8,000 to $12,000. The Secretary would get about $2,000 and the Superintendent $4,000.
In a mill of 75,000 spindles, the salary list might run as follows:
| President and Treasurer | $10,000 |
| Secretary | 2,500 |
| Superintendent | 5,000 |
| Bookkeeper | 1,500 |
| Shipping Clerk | 1,000 |
| Cotton Buyer | 2,000 |
| Total | $22,000 |
Page 32
It might be said that the salary list varies from 2 to 3 per cent. of the capital stock, but this is no rule. Sometimes it is more and sometimes less. The desire of the stockholders is always to get a man who can make good profits and the man who can do this can command a salary that bears no relation to anything else except the profits he makes.
Experience shows that the man who knows his business well and can handle his labor well is cheap at any price.
It has been fairly well demonstrated that small mills pay about as well as large ones where proper attention is given to keeping down fixed changes. A small and comparatively poor town should not expect to be able to build a large factory. But it may build a small one, and by hard work and careful management develop it into a large one.
The history of all people and of every nation is that there is always room for people of moderate means to start business in a small way and make it successful. Whenever this becomes otherwise in any country, then civilization has reached its maximum and that country will not long survive.
Cotton mills have been started with 25 to 30 thousand dollars and made successful, even by people not very familiar with the business.
In Philadelphia many a good weaver has saved money enough to buy one or two dozen looms and started business in some rented loft, renting power also and buying yarn. Such a business has been started with as little capital as $2,000 or $3,000 and ultimately developed into a large manufacturing establishment.
There would, therefore, seem to be neither a high nor low limit of capital necessary for the construction of a cotton mill for those who are experts in the process.
For those not familiar with the processes, a mill of sufficient size must be built to warrant the employment of a skilled Supt. The business can always be done by home people. It would seem as if about $65,000 to $75,000 is the low limit of capital that ought to be subscribed
Page 33
for a cotton mill in a new section. With this sum, a mill of 2,500 to 3,000 spindles and 80 to 100 looms can be erected, including operative's houses, but no surplus or working capital.
It is best of course for a cotton mill to have 10 to 20 per cent. of its capital stock as working capital.
The older mills in the South generally arrange this out of their surplus.
As a matter of fact, however, most of the new mills start without working capital. Money for cotton is borrowed from home banks, and the product is either sold or consigned to a commission house and drawn against for 75 to 90 per cent. of its value.
The most ordinary plan is to borrow money at home for cotton, and then sell the product as fast as made.
In some cases the banks will lend money to a mill on its own note, holding a claim on cotton purchased, as additional security. Sometimes the bank also wants the indorsement of the President or Treasurer, or both. In a few cases the entire Board of Directors indorses the paper to raise working capital for the mill. This latter is rarely done except when the cost of the mill exceeds the capital stock, thereby leaving the mill in debt on its construction account as well as for the working capital.
Page 34
CHAPTER IV.
Location and Surroundings.
The conditions to be examined into preliminary to the establishment of a cotton manufacturing plant may be enumerated as follows: location, water supply, freight rates, raw material.
Location.
The location should be healthful above all other considerations. Factory operatives cannot do good work except in good health.
The character of the ground should at a reasonable depth furnish good foundations.
The factory and the houses should be above overflow level from any adjacent stream or otherwise.
There should be ample room for operatives houses and if possible space should be allowed with each house for a garden. Half acre for each house is desirable if it can be obtained at reasonable price. For a ten thousand spindle mill, 5 to 10 acres for the mill lot and 40 acres for operatives houses would be desirable.
In organizing a new company, the people who subscribe to the stock, often do so not only as an investment but as a help to the town in which they live. In pursuance of this thought, they frequently argue for locating the mill within the incorporate limits of the town or city.
On the whole, it may be considered good advice for a new mill not to locate within the limits of a city or town. If the matter of building up a town is to be considered, a mill located just outside the incorporate limits will escape city taxation and other disadvantages, and at the same time contribute to the city's trade. Small country stores are likely to spring up in the vicinity of the mill and absorb some of the trade; but a similar condition would also divide the trade if the mill was in the city.
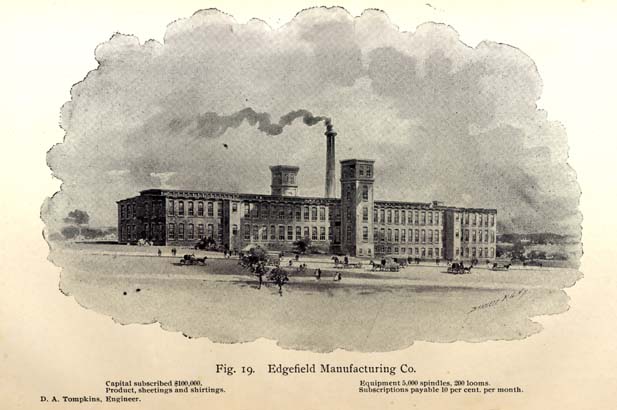
Fig. 19. Edgefield Manufacturing Co.
Capital subscribed $100,000.
Product, sheetings and shirtings.
D. A. Tompkins, Engineer.
Equipment 5,000 spindles, 200 looms.
Subscriptions payable 10 per cent. per month.
Page 35
If building up the trade of a city has no influence in the locating, the mill may be located to advantage in the remote country, where the full benefit of mercantile features may be enjoyed by the mill company.
There are advantages and disadvantages in locating in a city. There are also advantages and disadvantages in locating in the country.
The employees generally prefer to live in a city. Therefore a city mill gets some preference as to employees. In most cases city taxes must be paid, which is a disadvantage. The proximity of lawyers also promotes law suits both in the business of the mill and for operatives that may be hurt in the mill in any accidental way. The mercantile business necessarily goes to the people of the city or town, whereas a mill in the country can operate its own store and thereby get back in mercantile profit much of the money paid for wages.
An important advantage of locating in the country is that employees go to bed at a reasonable hour and are therefore in better condition to work in day time.
Water Supply.
It is very important that a good water supply be obtainable, both for drinking purposes and for power and other general purposes.
For power purposes, where the power is steam, the water needed for a non-condensing engine should be at least 5 gallons per horse power per hour. For fire protection, scouring, &c., &c., another five gallons per horse power would not be amiss.
It is better still to have practically unlimited water so that a condensing engine can be operated without the need of the cooling tower.
Where the surface water supply becomes inadequate, as happens sometimes in extension of the mill, or otherwise, it frequently happens that an underground supply can be found by a suitable sub-surface survey. This would consist of a series of drillings and careful observations of the geological conditions by an expert.
Page 36
Freight Rates.
There is no point in the cotton growing area where freight rates would prohibit the manufacture of cotton. There are points where coal would be somewhat expensive, but wherever the rates on goods would be high, the rates on cotton would also be high, and the local price of cotton would be correspondingly low. The freight on machinery and supplies would of course count for something, but this is mostly on the first cost of the plant. If possible, it is better to locate where two different systems of railway can be reached. This is not because rates would be made less, but for the advantages of small accomodations from the local agents who will if necessary, compete to some extent within the limits of the agreements of the companies or general officers.
Raw Material--Cotton.
The question of raw material is one of the first matters to claim attention in locating most manufacturing plants. But in the cotton producing region, it is of less importance than any other one element. Cotton may always be procured under as favorable conditions and prices as competing factories. If there should appear to be a difference one way or another, it is usually offset by other advantages or disadvantages.
General Conditions.
In some States new factories are relieved by law from taxation for a period of years, generally ten years.
There is an impression that the mills operated by water power have been more profitable than those operated by steam. The water power mill is almost always in the country and generally operates its own store. The mercantile business gives some advantage but a steam mill under the same conditions would get the same advantage, and on an average would do as well.
Steam is, in fact, the power of the world. Omitting home made or hand made products perhaps 95 per cent. of the goods of the world are made with steam power.
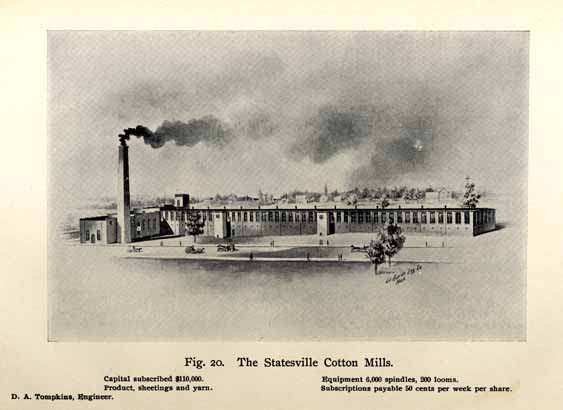
Fig. 20. The Statesville Cotton Mills.
Capital subscribed $110,000.
Product, sheetings and yarn.
D. A. Tompkins, Engineer.
Equipment 6,000 spindles, 200 looms.
Subscriptions payable 50 cents per week per share.
Page 37
Therefore the prices of products are based upon the cost of steam power.
The relative quantity of steam and water power used will probably be changed by the use of electricity for transmitting water power from points where the water power is located to points where it can be used. Many water powers heretofore unavailable are on this account becoming valuable.
Many mill companies provide school houses and contribute something to the support of schools. It can generally be arranged to get a fair proportion of the public school fund upon condition that the school trustees be allowed to have something to do with selecting the teacher and conducting the school. A few factory companies furnish houses and support schools entirely at the cost of the factory companies.
Many factories furnish a house called a Lyceum or Auditorium. This is held for the free use of the operatives for church and Sunday school purposes and for holding proper entertainments or conducting innocent amusement.
A few mills provide and maintain libraries for the free use of the operatives.
Sometimes one building serves as a school, auditorium, library and reading room.
The most successful and intelligent cotton mill managements are giving more and more attention to the subject of improving the condition of factory operatives and promoting the cause of education among them. Motives of philanthropy are partly responsible for this, but the business interest of the mill is another important incentive. Moral influences and education make better work people.
The officers of well managed corporations give full attention to cleanliness and good order inside a mill and also to the general appearance of grounds and surroundings. Every good superintendent has been trained to know that a dirty mill cannot turn out first-class product.
It is less generally recognized, but equally true, that
Page 38
ill kept grounds and surroundings have their ill effect upon the habits of the operatives.
Perhaps the most important element in good management is cleanliness and neatness inside the mill and well kept grounds and surroundings outside. It should be the pride of every president and superintendent to make the company's property conspicuous by its cleanliness, neatness and well kept appearance.
Some cotton mills in the South are operated night and day. This is done with two different sets of operatives, each working about 11 hours per turn. Sometimes the night turn works only 10½ hours. Sometimes only the spinning is operated at night. In this case there would either be looms enough to consume the night and day product of the spindles, or else the product of the night turn would not be woven, but be sold as yarn.
New England mills seldom run at night.
Many people in the South are opposed to night work for women and children.
The large mills of the South do no night work.
In course of time probably none of the mills will be operated at night. The increased demand for labor in the new factories will give everybody a chance to get day light employment, which of course is preferred.
The criticisms made about night work, however, are largely sentimental, and the trouble about it is more in the minds of the critics than with the operatives themselves.
Nevertheless, when factories are only operated in day time, it will be better for the factory and operatives. No legislation is needed to bring about this change, as it will come in the ordinary course of factory evolution.
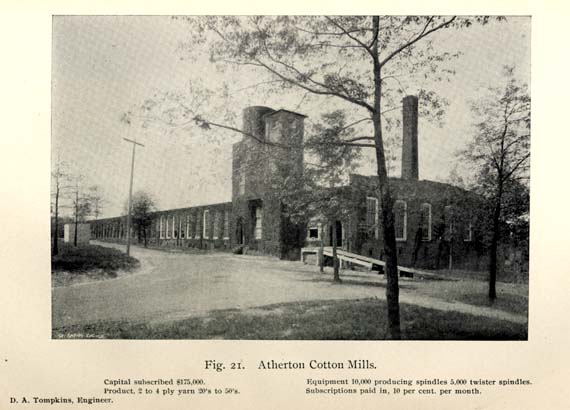
Fig. 21. Atherton Cotton Mills.
Capital subscribed $175,000.
Product, 2 to 4 ply yarn 20's to 50's.
D. A. Tompkins, Engineer.
Equipment 10,000 producing spindles 5,000 twister spindles.
Subscriptions paid in, 10 per cent, per month.
Page 39
CHAPTER V.
Raising Capital.
In most places where a new mill is proposed, an idea is prevalent that if half the money is raised at home, then somebody from somewhere will furnish the other half.
Several years ago the builders of cotton mill machinery took stock in new mills as part payment for the machinery. This brought on numerous complications and trouble, and the practice has now been entirely abandoned.
Commission houses in the North who sell cotton mill products, have often taken stock in new Southern mills. They do this of course mostly for the sake of controlling the sale of the mill's products. For, while Southern mill stocks are always splendid property, there must always be some extra inducement for capital to seek investment in distant localities. A mill, having a large part of its stock owned in this way, is restricted in the sale of its products to one special market, which market might at some time not be the best for that particular kind of product.
All foreign capital is attracted to new enterprises at a distance by some distinct motive and is governed by well defined laws. Large amounts of Northern money have been invested in Southern cotton mills; but they have been influenced by the motive above mentioned, or have been invested in stocks of mills already successful, or with men well known as successful manufacturers. The distant capitalist is attracted by success already accomplished, and is not disposed to risk money to prove whether a new locality and a new people are both adapted to make a success of cotton manufacture. Success in a new mill or town once established often brings foreign capital without the asking.
The home capitalist is influenced largely by the same motive as the foreigner. He prefers for some one else to make the experiment in manufacturing; if it is a failure
Page 40
then he has escaped; if it is a success, then he can go in and buy the stock or start a new similar enterprise.
The average Southern town underestimates its ability to raise capital to build a cotton factory. Cotton mill property, like all other property, is cumulative. No town could raise the money at once to pay for all the property in it.
When the author first went into business in Charlotte. N. C., in 1884, there was but little cotton manufacturing in the South, and in Charlotte but one mill. The author at once formulated a plan for enabling small towns to raise capital for manufacturing.
This plan was published in several periodicals and was reprinted in the form of a pamphlet. As it covers the ground of installment mills so fully, it is reproduced here in full.
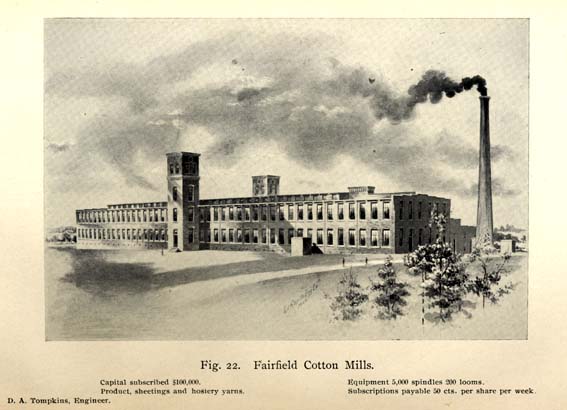
Fig. 22. Fairfield Cotton Mills.
Capital subscribed $100,000.
Product, sheetings and hosiery yarns.
D. A. Tompkins, Engineer.
Equipment 5,000 spindles 200 looms.
Subscriptions payable 50 cts. per share per week.
Page 41
Preface to "A Plan to Raise Capital."
While working as a machinist, and in other capacities, for the Bethlehem Iron Works, Bethlehem, Pa., I always carried some stock in one or more of the local Building and Loan Associations at Bethlehem.
Towards the latter part of my service with that company. I devised plans for the organization of a Savings Fund and Building Association. The plan was that nine of my fellow-workmen with myself should form an association for saving something out of our salaries and wages each month, and, putting these savings together, should use the fund,--not to loan, but to build houses for rent and for holding as investment.
At $20.00 per month each, the ten of us would pay into the Association $200 per month. With this, we could soon have built a house, and then with the continued payments, and the rent from the first house, we could soon have built another, and so on. We thought of continuing this process of payments and also the use of rents for building for a period of 10 years. Then we proposed to stop payments and use rents for dividends.
Two of my fellow-workmen and I purchased something like 30 lots. having in view turning them over to this Association.
Just before the time for organization of this little Saving's Fund and Investment Association, I was appointed master machinist of a large works out west, and the plans were never executed. The thirty lots are yet undeveloped in Bethlehem, and are still the property of the two of us who survive and the estate of our third partner who has passed away.
After going into business in Charlotte, N. C., on my own account, I worked out a modification of the same plan for raising capital to build manufacturing plants, and published it in the Manufacturers Record of Baltimore and other periodicals.
This plan of raising or accumulating capital has been utilized for building 15 or 20 cotton mills in the South, principally in the Carolinas.
Page 42
This pamphlet gives a synopsis of the general plan as applied to building cotton mills. The illustrations exhibit some of the mills which have been built by the use of the plan.
D. A. TOMPKINS.
Charlotte, N. C., June 10th, 1899.
The Pamphlet.
There are in successful operation in the southeast a number of cotton factories built by money raised on the installment plan as the payments are made in a building and loan association. The writer had observed that in many towns there was a strong desire amongst the people to build and operate a cotton factory, but conceived it impossible to raise the capital at home because, as a rule, few people in towns or small cities have much unemployed capital It was further observed that in almost, if not quite every one of these instances, one or more building and loan associations were in operation with accumulated cash in excess of what was considered impossible to raise for the construction of a cotton factory. The conclusion was therefore reached that if a plan could be formulated by which a company could be organized whose capital stock was made payable in the shape of regular weekly or monthly saving, then any ordinary community could raise the money to build a factory.
Following out this line of thought it was found that with shares of one hundred dollars par value they could be paid in full as follows: (1) At the rate of one dollar per week per share the par value would be reached in a little less than two years. (2) At the rate of fifty cents per week the time would be a little less than four years. (3) At the rate of twenty-five cents per week the time would be a little less than eight years. All of these plans of payments have been tried at Charlotte, N. C., and in every case the result has been successful.
The plan (2) of fifty cents per week per share, it seems, is the most popular and the most suitable for all ordinary cases and places. At this rate the following would be the regular payments for about four years:

Fig. 23. Chewalla Cotton Mills.
Capital subscribed $50,000.
Product, print cloth.
D. A. Tompkins, Engineer.
Capital paid in full in a little less than four years.
Equipment 3,000 spindles and 100 looms.
Subscriptions payable 10 per cent. per month.
Page 43
- On 1 share ($ 100) 50c. per wk or about $ 2.00 per mo
- On 5 shares (500) $ 2.50 per wk or about $ 10.00 per mo
- On 10 shares (1000) 5.00 per wk or about $ 20.00 per mo
- On 25 shares (2500) 12.50 per wk or about $ 50.00 per mo
- On 50 shares (5000) 25.00 per wk or about $ 100.00 per mo
In organizing a company each subscriber for stock makes the payments as above indicated either by the week or month.
On the basis of subscriptions aggregating one hundred thousand dollars there would be paid into the company in each year about twenty-five thousand dollars. With this amount of money the buildings could be constructed and paid for in the first year. Within the second year one-third the machinery could be purchased and put in operation. In three years from the time of organization it would be usually possible to have the entire plant in operation with some debt, which could be paid off as the installments were paid in the last year.
A capital of one hundred thousand dollars will build a mill of about five thousand spindles and two hundred looms which would furnish work for about one hundred hands. These estimates are only given for the purpose of conveying the most general idea. There are infinite conditions that might vary any one of the items given, and therefore in each special case the general result might be different according to the cost of materials and the kind of product desired to be made.
The illustrations and general data are taken from mills that have been built on the plan herein discussed.
It goes without saying that the quickest time in which the capital can be accumulated is the best. If subscriptions can be procured on a basis of two dollars a week per share, thus making the capital payable in about one year, this would be the next best thing to having the money subscribed subject to call as it might be needed. Next to the rate of two dollars per week, then one dollar per week would be desirable. Then follows 50c. per week and 25c. per week.
The last named rate, while it has been proven practicable
Page 44
in the case of a few mills, is undesirable, if the subscriptions can possibly be got to 50c. per week or more.
The plan of fifty cents per week has been the most popular one, and it has in all cases worked well, the result having been dividend-paying manufacturing plants.
The completion of a mill may always be hastened beyond what could be done with the ordinary income, by borrowing money to complete the mill at once and then paying this money back as it is paid into the treasury in installments by the stockholders. Wherever this has been done the mill company has commonly made notes which have been made secure by indorsement of the directors. For this reason it is desirable to have a board of directors whose responsibility is well known.
Some mills have been built, however, simply by investing the money as it came from the members; and while this is somewhat slow, yet when the mill is finished and in operation it is usually so much property ahead for the stockholders, for it frequently represents money that would not have been accumulated at all except for the obligation of the stockholders to get together and save so much money each week or month.
By the means of this plan any ordinary town has within itself the resources to establish a cotton factory. And besides establishing a factory the company is practically a savings institution for the people. Regular and systematic saving is probably the best of all means to accumulate money and at the same time encourage a spirit of thrift and co-operation amongst the people of any locality. Any good farmer could take one thousand dollars stock, paying two hundred and fifty out of each crop for four years.
A mill built on this plan, when once finished is just as good property for the stockholders and does a town or city just as much good as if it had been built with money brought from elsewhere. In fact it is more advantageous as its construction develops a latent resource out of which further development is sure to come.
The preliminary preparation for the organization of such a company in the way of preparing the right kind of charter,
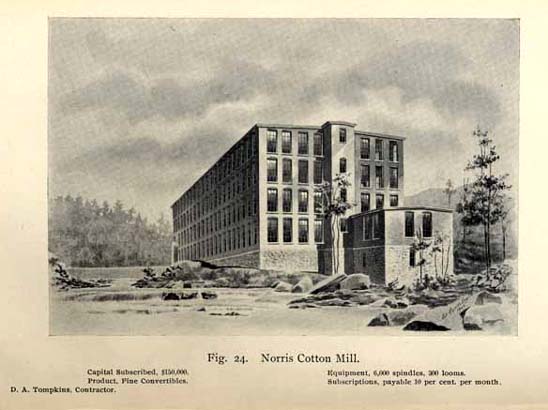
Fig. 24. Norris Cotton Mill.
Capital Subscribed, $150,000.
Product, Fine Convertibles.
D. A. Tompkins, Contractor.
Equipment, 6,000 spindles, 300 looms.
Subscriptions, payable 10 per cent. per month.
Page 45
by-laws and subscription list should be left to the engineer selected to make plans and guide the company in the conduct of its affairs.
It is very important for a company of inexperienced people to select a good engineer and then rely upon his knowledge, skill and judgment. Any attempt to build a mill without good counsel will be troublesome. Advice picked up here and there, free of charge, is worth just what it costs, viz., nothing. A good engineer will charge a good fair price and will handle the matter just as a good lawyer would a lawsuit or as a physician would handle a case of sickness. There are numbers of good engineers in the country whose records for successful work become a guarantee for the success of whatever they undertake.
In order to give an idea of how a set of by-laws might be framed, the following draft is submitted:
By-Laws.
Section 1. Stockholders of this corporation shall be not less than twenty-one years old. Minors may hold stock by trustees, but not otherwise.
Sec. 2. Each stockholder must subscribe to the constitution and subscription contract, and put down opposite his signature the number of shares he or she may become bound to take.
Sec. 3. There shall be an annual meeting on . . . of each year, for the purpose of attending to the following business:
- (1) Hearing report of officers.
- (2) Election of Directors.
- (3) Any other business.
Sec. 4. At regular and special meetings of stockholders a majority of the stock shall constitute a quorum.
Sec. 5. Special meetings of the stockholders may be called by the President or by the Board of Directors, provided that ten days notice is given by publication in a well circulated newspaper, and notice by mail sent to each stockholder.
Sec. 6. There shall be a board of five directors which shall meet monthly. These shall be elected at the first
Page 46
meeting of the stockholders for a period to extend to the time fixed for holding the first annual meeting. Then a new election shall be held for a board to serve for one year, or until their successors are elected.
Sec. 7. None but stockholders shall be eligible as directors. When a vacancy shall occur in the board, the remaining directors may elect some one to fill the vacancy till the next regular meeting.
Sec. 8. A majority of the board of directors shall be a quorum in the absence of the President.
Sec. 9. The Board of Directors shall elect officers and shall instruct the officers on general policies of the company. All actions of officers shall be taken subject to the approval of the Board of Directors. The Board shall have the books of the company examined once each year, and shall have monthly meetings at which the President, Vice-President, Secretary and Treasurer shall make full reports. The Board shall also be authorized to make a contract with a competent engineer to construct or direct construction of the mill. The officers shall be President, Vice-President, Secretary and Treasurer. One person may hold two offices but not more.
Sec. 10. The duties of the President shall be as follows:
- (1) Preside at all meetings, and have charge of the mill and its management.
- (2) Appoint all committees not otherwise provided for.
- (3) Take and keep bonds of the officers.
- (4) Call special meetings of the Board when he thinks necessary.
- (5) Employ and discharge all labor.
The Vice-President shall do the duties of President in his absence.
Sec. 11. The Secretary shall keep records of all meetings, both of the Board and Stockholders, and sign the same, and exhibit books and papers and condition of mill at monthly meetings.
Sec. 12. The duties of the Treasurer shall be as follows:

Fig. 25. Highland Park Gingham Mills.
Capital subscribed $150,000.
Product, ginghams.
D. A. Tompkins, Engineer.
Capital paid in full in a little less than two years.
Equipment, 500 gingham looms, dye house.
Subscriptions payable $1.00 per week per share.
Page 47
- (1) Collect installments, fines, interest and other dues from stockholders, and receipt for same.
- (2) Keep an account with each stockholder.
- (3) Sign all orders directed by the Board.
- (4) Keep all books except minute book.
- (5) Keep full and correct books of the company and its condition.
- (6) He shall give a bond as may be required by the directors, for not less than five thousand dollars.
- (7) Open an account with a bank approved by the Board and deposit therein all moneys of the corporation.
- (8) He shall exhibit all books and papers when called on by the Board.
- (9) He shall submit weekly and monthly statements of the company's affairs, also a full report each six months, and also at any other time the Board may demand.
Sec. 13. The Board shall fill all vacancies in office for the unexpired term.
Sec. 14. The Board shall appoint a committee of three at least ten days before the annual meeting to examine the books and other affairs of the corporation and make report thereof, which report shall be recorded in the minutes of the company's stockholders' meetings.
Sec. 15. If any officer neglects his duty, commit a breach of trust, or for any other sufficient cause, he may be dismissed by the President or the Board.
Sec. 16. If any stockholder shall fail for five consecutive periods to pay his weekly or monthly installments, then the stock of such delinquent may be forfeited by the treasurer, and after advertising in the manner required by law for the sale of personal property under execution, the same shall be sold at public auction for the account of such delinquent, and on the basis of its par value. There shall be deducted from the bid an amount sufficient to pay balance due on stock, which may be paid in installments in the regular way; then there shall be deducted all dues to the company and expenses of sale incurred by the company, which must be paid by the purchaser in cash. Then any remaining money shall be paid by the purchaser to the
Page 48
delinquent. Provided, however, that the forfeiture and sale of stock of any delinquent shall not release him or her from the original subscription.
Sec. 17. Any member of the corporation not in arrears, and holding stock in his own right, may assign and transfer his or her own stock to any person, and the assignee shall be entitled to the same privileges, and subject to the same penalties and liabilities as the original holder. But no assignment or transfer shall be valid unless made on the books of the corporation, in person, or by a duly authorized attorney, provided, however, that no assignment or transfer of stock shall relieve the assignor of her or his liabilities as an original shareholder, without the consent of the Board of Directors.
Sec. 18. All assignments and transfers of stock must be made upon the books of the corporation, at least thirty (30) days before each annual meeting, in order to entitle the assignee to all the rights and privileges of the original shareholder at such annual meeting.
Sec. 19. Any person desiring to subscribe for stock at any time after the organization of the corporation, may become a shareholder on such terms and conditions as the Board of Directors may prescribe.
Sec. 20. The President, except as otherwise provided for, shall appoint such officers and employees of the corporation, as may be required from time to time for the prosecution of its business, and fix the amount of compensation to be paid them.
Sec. 21. No proxy shall be recognized except for a specific meeting.
Sec. 22. All elections of officers shall be held by ballot.
Sec. 23. Certificates of stock shall be issued when stockholders shall have paid their installments in full. All certificates of stock shall be signed by the President and Secretary of the Company, with the seal of the corporation affixed thereto.
Sec. 24. Two Directors may be elected by the Board to serve with the President as an executive committee to act on all matters for the Board in the interims of Board
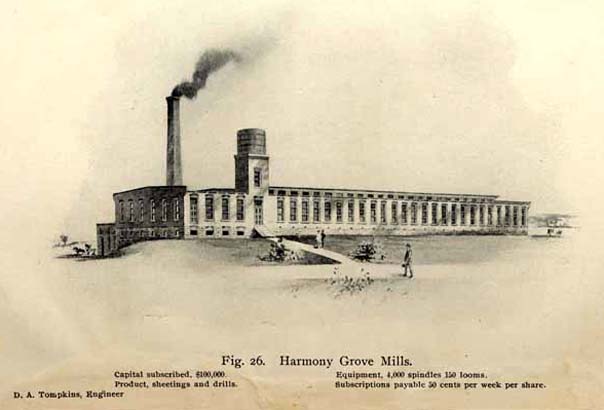
Fig. 26. Harmony Grove Mills.
Capital subscribed, $100,000.
Product, sheetings and drills.
D. A. Tompkins, Engineer
Equipment, 4,000 spindles 150 looms.
Subscriptions payable 50 cents per week per share.
Page 49
meetings--such action to be subject to approval of Board when it meets.
Sec. 25. The books of the Company shall be examined once each year by a professional expert book-keeper, who shall be paid by the Company.
Sec. 26. All bonds shall be stock company bonds.
Sec. 27. All salaries of officers shall be fixed before the election of officers who draw salaries.
By the plan herein explained, those towns in which the people are waiting for some capitalist to come and to build a mill, may help themselves and build a mill without outside help. Capital naturally seeks investment amongst people who have themselves exhibited resource and capability. When a cotton mill has been built on this plan, the result is not only a manufacturing plant for the town, but a savings institution has been worked out in the manner of raising the money with which to build the mill. Every one of the towns and cities of the southeast that are now well known as manufacturing places built their first factory out of native resources and without outside help. As a result, whenever New England money is looking for investment it is likely to go to one of these places where success has already been demonstrated.
In one or two cases another feature has been introduced, viz.: subscribers give notes for the amount of their subscriptions. By this plan the company has the notes to use for collateral in case of borrowing money, and if the notes are made interest-bearing, then the burden of interest falls on the subscribers and not on the treasury of the company.
As soon as the mill is in operation the matter of interest balances, provided the profit equals or exceeds the interest account. If the stockholders pay the interest, then the mill ought to pay a dividend from the time it starts up. But, if the mill carries any interest account on account of any unpaid subscriptions, then the stockholders ought not to expect any dividend until the stock is paid in full.
The factories built with capital raised on the above plan have all been successful and are now doing well.
Page 50
CHAPTER VI.
Investments, Costs and Profits.
In order to answer the various questions naturally arising concerning the kind of mill to build, the accompanying investment tables (see end of chapter) have been constructed, giving the cost of cotton mill plants of various kinds and giving in minute detail the results of operations, to show what expenses and profits may be expected from mills of different kinds and sizes.
Periods of two weeks are usually taken in practice to reckon up the results of mill operations. This plan has been followed in the preparation of these tables.
All of the computations are made more with a view to perspicuity than to infinitessimal accuracy though the accuracy is great enough in each case to give the correct final result.
The total pounds are carried out only to the nearest 100 pounds, and the total values to the nearest 10 dollars. For example 15,500 pounds of cotton at 6½ cents would cost $1007.50. For convenience it is entered in the table at $1010. which is sufficiently accurate for the purpose.
For convenience in discussing the subject, three sizes of mills are discussed: one costing $75,000, one $100,000, and one $175,000.
The tables show that for mills designed for making single yarns $75,000 will build a mill with 3,000 to 4,500 spindles, according to the number of yarn it is desired to spin. A mill to cost $100,000 would contain 4,200 to 6,000 spindles according to number of yarn. A mill to cost $175,000 would contain 8,400 to 13,000 spindles according to number of yarn.
This price includes everything complete for a first class modern mill, built according to latest insurance regulations, containing automatic sprinklers, fire pumps, hydrants and hose, electric lights, steam heating and water closets.
Page 51
It includes price of land at suburban farm prices, water supply, cotton warehouse and houses for operatives. The prices on which all the tables are constructed, both for first cost and for operating expenses, are based on current conditions in the Carolinas.
Basis of Tables.
It has been abundantly proven by experience in the Carolinas that cotton mills on every class of goods manufactured there, can make a profit of 10 to 30 per cent. This has been done by the smallest as well as the largest mills on the coarsest and the finest yarns, single as well as twisted; and on the heaviest as well as the lightest weight cloths; and on dyed and undyed yarns and cloths. The variation in profit between 10 and 30 per cent. is caused by variation in prices of cotton and of manufactured goods, and also by variation in management. This last is a matter of human judgment, and as such, is the most variable factor that exists in any business in any part of the world Taking this central fact as a basis, the tables are constructed to show the detail of conditions that must exist in the physical operations of the mill in order to produce the limiting results of 10 and 30 per cent. It is not meant by this that mills of this character could not by bad management and favoring circumstances, make more than 30 per cent. The tables show the limits between which each item of cost may vary and still, with average management, keep the profits within the limits of 10 and 30 per cent. If any one of the items of cost should vary beyond the limits given and leave all other items the same, the profits might be expected to go beyond the limits of 10 and 30 per cent. in the same proportion.
Size of Mills.
Referring to table I for $75,000 investment, it will be noticed that to make number 8 yarn, (the coarsest given), the mill will contain only 3,000 spindles, while to make
Page 52
number 30, it may contain 4,500 spindles. This is due to the fact that the coarser the number of yarn made the greater the amount of cotton that may be consumed per spindle. Three thousand spindles making number 8 yarn will consume 108 bales of cotton in two weeks, while 4,500 spindles making number 30 will consume only 31 bales in the same time. Therefore in the number 8 mill, the machinery for preparing cotton to spin must be capable of working much more (3½ times as much in this case) than for the number 30 mill, and hence the same amount of money will buy a complete equipment for fewer spindles on number 8 than on number 30.
The mill for number 20 is intermediate between these numbers and may contain 4,000 spindles.
First Cost.
From the column marked "cost per spindle," it will be seen that a complete number 8 mill for single yarns costs $25 per spindle, while numbers 20 and 30 cost $19 and $17 respectively. The floor space occupied by the machinery is about the same for the equal investment, no matter what number of yarn (within a medium range) is to be spun.
For, while it is true that a given amount of money will buy for finer numbers more spinning machines than for coarser numbers, there will be fewer machines required for the preliminary processes in the case of fine numbers, and thus the amount of floor space is fairly well equalized.
It will be noticed that the cost per spindle in each case decreases as the mills grow larger.
It is always desirable to build a small mill with a view to increasing it. The land should be so located that an extension of the building may be conveniently made.
It is sometimes desirable to so design the mill that the increase may be made with the least possible changing and moving of existing machinery. Mills should always be designed so that all machinery performing the same work will be in the same group. That is, all cards should be together in one part of the building, and all spinning together in another part.
Page 53
A mill is usually designed for pickers in one end, then cards, then drawing, slubbing, roving and spinning. This throws the spinning at the opposite end of the building from the pickers. This is the end of the mill that is usually extended. If a mill is designed without regard to future extension, there will be just room enough in the card department to accommodate the cards for immediate use. If the spinning end of building be extended, there will be room to add more spinning, and keep it all together; but, unless the whole arrangement of machinery is remodeled, any additional cards must be put apart from the first lot.
But if this enlargement is provided for in the original design, the card room will be made large enough to accommodate card room machinery for the prospective enlargement. Then, at the time of the enlargement, it is only necessary to add anough to the building to accommodate the additional spinning alone. In the above discussion, it is assumed that if there are looms in the mill, they will be in the first story, while cards and spinning are in the second story. An enlargement on the above lines would, therefore, enlarge the weave room below at the same time with the spinning room above.
A mill for enlarging in the above manner requires the building to be a little larger at first than if built without this provision. It is best to install at first an engine large enough for the ultimate plant. The boilers may be added when needed. The electric light plant should be large enough at first. The shafting should be designed to transmit the entire power. There are some other minor details needing attention, none of which are very expensive.
To properly build a mill with a view to doubling its capacity will cost about 7 per cent. more at the start than if built in the regular way. The ultimate equipment will cost less than if no provision for doubling had been primarily made. The costs of the mills in the tables are computed in the regular way, with no allowance for enlarging. If the mills specified as costing $100,000 are to be built
Page 54
with a view to doubling their capacity, the cost would be about $107,000.
Cost of Operation.
For purposes of discussing maximum and minimum conditions in the operation of mills in the tables, the price of cotton in each case is assumed at a lowest and highest price per pound, within the limits in which it would probably range for the numbers designated.
For number 8 yarn, these prices are assumed in all cases to range from 5 to 5½ cents, while for number 40, they are taken from 5¾ to 7. Finer numbers require a better grade of cotton than coarser numbers. In many cases number 8 and below is made from waste, at even lower figures than in the table. Likewise, numbers 40 and above are frequently made from benders, peelers or other long staple cotton, at even higher figures than in the table.
The highest price for product is figured in connection with the lowest price for cotton, in order to show maximum results, while the lowest price for product is figured with highest price for cotton to show minimum results. These conditions do not, in practice necessarily fall together, and in fact rarely do, because a low price of cotton (if long continued) has a tendency to produce a low price of product. But the table is intended to show the respective results under the best and under the worst conditions likely to occur.
Under the heading "Cotton Consumed," will be found a column showing cost of cotton per pound of goods produced. These figures are greater than cost per pound of cotton bought on account of the waste made in the process of manufacture. The goods produced weigh less than the cotton from which they are made by about 15 per cent. There is considerable variation in this item of waste, and some differences of opinion among mill managers as to how it should be computed. These matters are more fully discussed in another chapter. For the present purpose, a uniform loss of 15 per cent. is allowed in all cases. (The amounts, however, tabulated under the
Page 55
head "goods produced" are, for convenience, computed only to the nearest 100 pounds.) For example, cotton bought at 5 cents per pound, costs 5.88 cents per pound of goods.
The pay of operatives rarely varies in the South with the price of goods, so that in the table the amount of pay roll (and thus the labor cost per pound of goods) remains the same under maximum as under minimum conditions.
It will be noticed that the cost of labor per pound is materially less for the coarser than for the finer goods. It is also very slightly less for larger than for smaller mills.
Whatever disadvantages there may be, in the way of increased cost of labor and other expenses in a small mill, as compared with a large one, they are largely offset by the advantage resulting from the closer attention to details which can be given by the management in small mills.
The number of operatives remains about the same for the same investment, within the range of numbers shown: that is, 40 operatives can run a mill with 6,000 spindles on number 20 single yarns or 6,500 on number 40, or 4,200 on number 8, all of the above sizes being $100,000 mills.
The column: "all other expenses" includes salaries of President, Treasurer, Superintendent and Bookkeeper, interest, insurance, taxes, fuel, oil, supplies, &c. It also includes freight on goods from mill to market, and the commission paid to the selling agent. In the operation of the mill there are some sundry items of income, such as rent charged on operatives cottages. These items are deducted in the above tables from the sum of "all other expenses," and only the net amount entered. It is very nearly the same under maximum as under minimum conditions. The slight difference shown is mostly due to the selling commission being figured in per cent. on the value of goods, the more valuable the goods, the larger the total sum paid for selling.
The "total cost to make and sell goods," includes, of course, the cost of the raw cotton. As this cost is
Page 56
assumed to vary between maximum and minimum conditions there will be a variation in total cost.
Profits.
The value per pound of goods produced is made to vary in the tables to suit the original proposition of making a given profit per annum. From the profit to be made per annum, is computed the profit necessary to be made in two weeks. This two weeks profit is divided by the amount of goods produced, to find profit per pound, this profit per pound is added to the cost of production, and the result is the price at which goods must be sold to realize the assumed profits.
Having determined the price at which goods should be sold, a coulmn is given showing the difference between this and the price of the raw cotton. Thus it is seen from Table VII that for a $175,000 mill making number 20 single yarns, to make an annual profit of 30 per cent. the difference between the price of the raw material used and the price (delivered to the markets) of goods produced must be 7.67 cents. This difference might be made up by an infinite variation in the prices of both the cotton and the finished goods. Cotton might be 5 cents and finished goods 12.67, or cotton 6 cents and finished goods 13.67, while still maintaining the same difference of 7.67 and making the same profit.
Kind of Goods to Make.
In starting a new mill, the question is always asked what is the best kind of goods to make. A common mistake is to consult the price current or some commission man as to the ruling prices of various goods, and immediately decide to make the particular kind of goods which at the moment seems to be the highest, or which seems to show the greatest profit. This is not a proper criterion, from the fact that the ruling price is always based on the demand and supply for the moment.
Again, the commission man, from whom advice is often asked as to kind of goods to manufacture, is not always
Page 57
unbiased in his opinions. He is apt to advise a new mill to go to work on the particular line of goods in which he is a specialist.
Existing mills keep watch of fluctuating prices; and as soon as any one line of goods shows a better profit than another they proceed to make that line. This process keeps any one line from remaining continually more profitable than others. Therefore in deciding on the policy for a new mill, the deciding factor must be something other than the passing fancy of the market.
In deciding upon the kind of goods a new mill should make, probably the foremost consideration should be the kind and amount of labor available. In New England and in the Philadelphia district the skill of laborers has reached a very high point. This skill has become widely disseminated, and it is comparatively easy to start any line of textile manufacturing in those localities, with the assurance that skilled labor will be immediately available. Conditions are different in the South. While the South possesses the most tractable native laborers in the world, they have not yet attained the variety of experience and skill possessed by those in the North and East. It might be said that a new mill may be built in the South without regard to this matter, depending upon bringing operatives from the skilled districts. But to induce skilled operatives to leave their homes and present employments for a new district to work in a new mill, the success of which is yet unproved, is not such an easy matter. A higher price must always be paid to cause the move to be made. Also people who must be induced to move are hard to manage; and without regard to the advanced price, both the employer and the employee are at a disadvantage: the former because it becomes so difficult to replace an operative when discharged or incapacitated; the latter because when discharged or out of work, he is so far removed from occupations in his line.
In some parts of the South, notably in the Carolinas, there has developed among the native population a considerable amount of skill in the manufacture of medium
Page 58
grade cotton goods, say as fine as is usually made from number 40 yarn. This skill is cumulative around the textile centres, and is spreading throughout the country, being thinnest at the edges of the textile districts. The skill is constantly growing better, until finally there will be a considerable amount of fine specialties manufactured in the South. At the present time the goods known as "specialties" even of cotton, such as lace and chenille curtains, carpets, iringes, &c., are not manufactured in the South. These goods make a profit to the manufacturer mostly by reason of the skill in manipulation. Common cotton goods make the profit somewhat by reason of the skill used in their manufacture, but mostly by reason of low cost of the raw material. This fact may be more easily understood by studying the tables, even within the narrow limits given, between number 8 and number 40.
Those entering anew the manufacturing field should make some ordinary numbers of yarn for warps or knitting, say numbers 10 to 30; or if cloth is wanted, some plain white (or "grey" as commercially known, as against bleached white) ranging from 2.85 to 4.50 yards to the pound; or plaids, checks and ginghams ranging from 4 yards to 7 yards to the pound.
These numbers and weights are well within the reach of new beginners. When these are mastered, other and finer goods can be undertaken.
Within the limits named above, what is best at any one time varies greatly. At any particular time nothing but the advice of a good mill engineer could determine what is best. Any of the counts or numbers within the limits would be safe, however, and a toss of a penny might determine the selection. All are staple goods, and any one at any time might take the lead; and any one at any time might be behind. The relative position constantly changes, what is hindmost this year is liable to be foremost next. It is a matter of varying trade and no one can foretell it. All staple products are fairly safe, but have their good and bad times.
The output of plain staple goods is a naturally increasing
Page 59
quantity, by reason of the tendency of new mills to make them. This tends to drive those who are more experienced into making finer goods. The natural order of things is for the new manufacturer to make plain goods, and the older ones to change to finer goods.
In finer goods and specialties it is a question of knowledge and skill. Whoever goes into these must have a good superintendent, know his man and be sure that he understands what he is doing. As we go upwards in manufacturing, knowledge and skill count for more, and raw material for less. Therefore, it will be seen that as we get into finer goods, we are more and more in competition with education, knowledge and skill.
In these fields, we lose the value of our advantages for the present, which are in raw materials, cheap labor and long hours.
Much of the promise of the South and the whole United States, for that matter, is in export trade. For this trade, plain goods are all that is required. In this field, our natural advantages count for their full value.
Analysis of Manufacturing Cost.
The tables show that the cost of the various grades of manufactured goods is made up in about the following percentage.
| No. 8. | No. 20. | No. 40. | |
| Raw Cotton | 65 | 52 | 50 |
| Labor | 15 | 33 | 35 |
| Other Expenses | 20 | 15 | 15 |
| Total | 100 | 100 | 100 |
From the above showing, it would appear that in districts abounding in cheap cottons, but wanting in skilled labor, the coarser goods should be manufactured. This same fact is more forcibly brought out by examining the tables in still another way. From table VII, it will be seen that in a mill costing $175,000 making single yarns number 8, a difference between raw material and finished products of 4.90 cents results in a profit of 30 per cent., while a difference of 3.86 cents results in a profit of 10 percent.
Page 60
A fluctuation of 1.04 cents per pound makes the difference between 10 and 30 per cent. profit.
Referring now to the number 40 mill in same table, it will be seen that a difference of 10.32 cents per pound makes 30 per cent., while a difference of 6.65 makes 10 per cent. On this fine work it requires a fluctuation of 3.67 cents per pound to make the difference in profit that a fluctuation of 1.04 cents made on coarser work. This is even more apparent if we compare the coarse work for single yarns in table VII (that requiring the least skill) with the fine work, making cloth in table IX (that requiring the greatest skill.) Here it is seen that it requires a difference of 7.76 cents per pound to fluctuate the profit from 30 to 10 per cent. whereas 1.04 cents per pound makes the same fluctuation in profit on the coarsest work and the least complicated product.
Influence of Price of Cotton.
Again, suppose in the $175,000 mill, making number 8 single yarns in table VII, the price of cotton should be doubled under the 20 per cent. conditions. This adds 5.88 cents per pound of goods to the expenses. Since the profit under given conditions is but 1.63 cents per pound, it follows that there will now be a loss of 4.25 cents per pound. This figures up an annual loss of 80 per cent. instead of a profit of 30 per cent.
Now suppose in the $175,000 mill, making cloth from number 40 yarn, in Table IX, the price of cotton should be doubled under the 30 per cent. conditions. This adds 6.76 cents per pound of goods to the expenses. Since the profit under the given conditions is 10.29 cents per pound, the profit under the doubled price of cotton will be 3.53 cents per pound. This figures up an annual profit of a little more than 10 per cent. These figures show that considering the price of cotton alone, a very small fluctuation makes a vast difference in the profits in working coarse goods, and hence it is only profitable to make coarse goods where cotton may be bought at the very lowest point. The figures also show that a considerable
Page 61
advance in the price of cotton makes comparatively little difference in the possible profits of a mill on fine work. Hence the further away from the cotton fields the mills are built, the finer the goods they are compelled to manufacture.
Influence of Price of Labor.
We will now take up the question of labor cost in the same manner, and see what fluctuation in labor cost is necessary to bring about a change in profit from 30 per cent. to 10 per cent. in the two extremes of coarse single yarns, and fine cloth.
Table VII shows for $175,000 mill on number 8 single yarns, that the labor cost is .54 cents per pound. To make a profit of 30 per cent., the table shows that there must be a profit per pound of goods of 1.63 cents. Now suppose the cost of labor should be doubled, the profit would then be .54 cents per pound less, which would make the profit 1.09 cents per pound instead of 1.63 cents. But even under these extraordinary circumstances, the annual profit figures 20 per cent., which only takes off one third of the original profit.
Now refer to table IX for $175,000 mill weaving fine cloth from number 40 yarns. The labor cost is 4.80 cents per pound. For a profit of 30 per cent. there must be made a profit of 10.29 cents per pound. If the labor cost should, in this instance, be doubled to 9.60 cents, there would remain for profit 5.49 cents per pound, which figures out for the year 11 per cent. This takes off about two thirds of the original profit. Thus it is seen that doubling the labor cost in a fine goods mill affects the profits to nearly twice the extent that it does in a coarse goods mill.
Influence of Price of Fuel.
Another variable factor in the cost of cotton manufacture is the cost of fuel. In the tables the fuel cost is, for convenience, included in the column "all other expenses." This expense varies according to the character of
Page 62
the steam plant. Small mills (5,000 spindles and less) usually install non-condensing engines, which consume more fuel than compound condensing engines. The latter is the kind usually installed in the larger mills. All of the plants covered by the tables are computed for non-condensing engines.
The cost of fuel per pound of goods produced varies greatly with the kind of goods. For coarse single yarns, it is about .25 cents and for fine cloth about .75 cents. This is counting coal at $3.00 per ton delivered at the mill. In order to observe the effect of a change in the cost of coal under different circumstances compare number 8 single yarns made in $100,000 mill in table IV with cloth woven from number 40 in $100,000 mill in table VI. For 30 per cent. in the former case, there must be a profit per pound of 1.86 cents. If the cost of coal is doubled from .25 to .50 cents per pound of goods (or say from $3.00 to $6.00 per ton) this profit is reduced to 1.61 cents. This is equivalent to an annual profit of 26 per cent. instead of 30 per cent. or a reduction of four thirtieths. In the case of the fine goods, the table shows a profit of 11.64 cents per pound. If the cost of coal is doubled from .75 cents to 1.50 cents per pound of goods (or say from $3.00 to $6.00 per ton) the profits are reduced from 11.76 to 11.01 cents per pound. This is equivalent to an annual profit of 28 per cent. instead of 30 per cent., or a reduction of two thirtieths. Thus a variation in the price of coal affects the profits in a coarse goods mill about twice as much as in a fine goods mill but not to a great extent in either case.
In the chapter on Power, it is shown that either water or steam may be the cheaper power, according to local conditions. While it is of course advantageous to take the cheaper of the two in any special case, yet the above figures show that the cost of power, as usually made by steam, is but a small percentage of the cost of making goods.
The great determining factors in cost are raw materials in coarse goods and labor in fine goods.
Page 63
The great commotion about the South driving New England out of the cotton manufacturing business is illogical as well as unwise. The tables show that for fine goods the cost of raw material is of less moment, than the cost of labor. New England has the skilled labor for fine goods. The South has raw material for coarse goods.
The foregoing discussion of the investment tables is but a small part of what might be written on them. A careful examination of each item in its relation to the others, presents much food for thought.
Summary.
Below is a summary of the respective effects on results of the items of raw material, labor and fuel.
1. In a mill on coarse goods, doubling the price of cotton may change results from a profit of 30 per cent. to a loss of 80 per cent. Doubling the price of labor may reduce the profit from 30 per cent. to 20 per cent. Doubling the price of coal may reduce the profit from 30 per cent. to 26 per cent.
2. In a mill on fine goods, doubling the price of cotton may reduce the profit from 30 per cent. to 10 per cent.
Doubling the price of labor may reduce the profit from 30 per cent. to 11 per cent. Doubling the price of coal may reduce the profit from 30 per cent. to 28 per cent.
3. Variations in the price of cotton may change the profit in a coarse goods mill five times as much as in a fine goods mill.
4. Variation in the price of labor may change the profit twice as much in a fine goods mill as in a coarse goods mill.
5. Variation in the price of fuel may change the profit twice as much in a coarse goods mill as in a fine goods mill.
Page 64
TABLE I.--SHOWING OPERATIONS OF $75,000 MILL ON SINGLE YARNS FOR WARPS AND HOSIERY
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
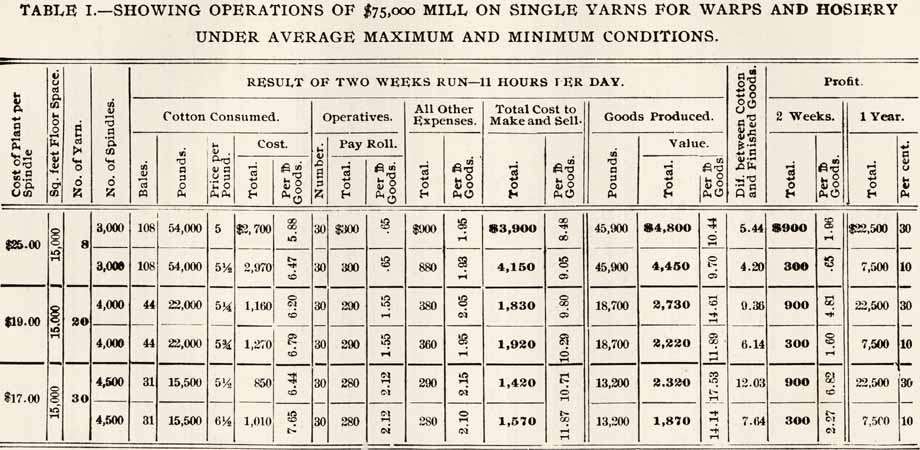
TABLE I.--SHOWING OPERATIONS OF $75,000 MILL ON SINGLE YARNS FOR WARPS AND HOSIERY
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 65
TABLE II.--SHOWING OPERATIONS OF $100,000 MILL ON SINGLE YARNS FOR WARPS AND HOSIERY
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.

TABLE II.--SHOWING OPERATIONS OF $100,000 MILL ON SINGLE YARNS FOR WARPS AND HOSIERY
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 66
TABLE III.--SHOWING OPERATIONS OF $175,000 MILL ON SINGLE YARNS FOR WARPS AND HOSIERY
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
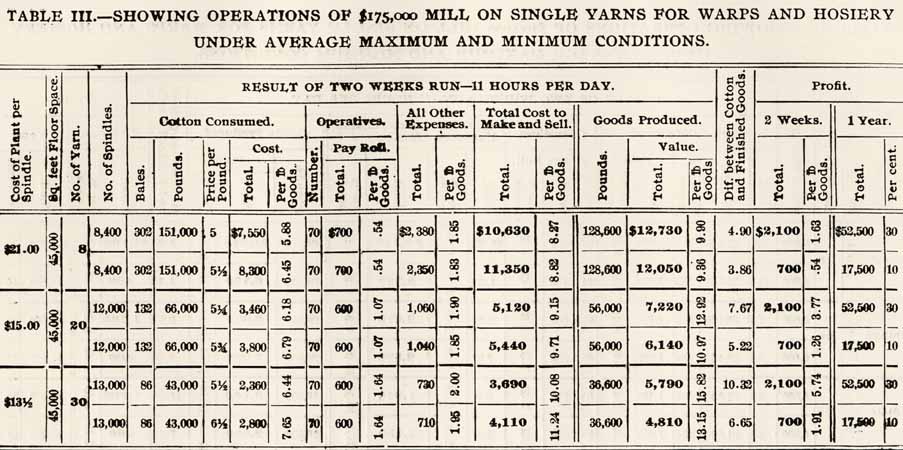
TABLE III.--SHOWING OPERATIONS OF $175,000 MILL ON SINGLE YARNS FOR WARPS AND HOSIERY
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 67
TABLE IV.--SHOWING OPERATIONS OF $75,000 MILL ON TWO OR MORE PLY YARNS
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
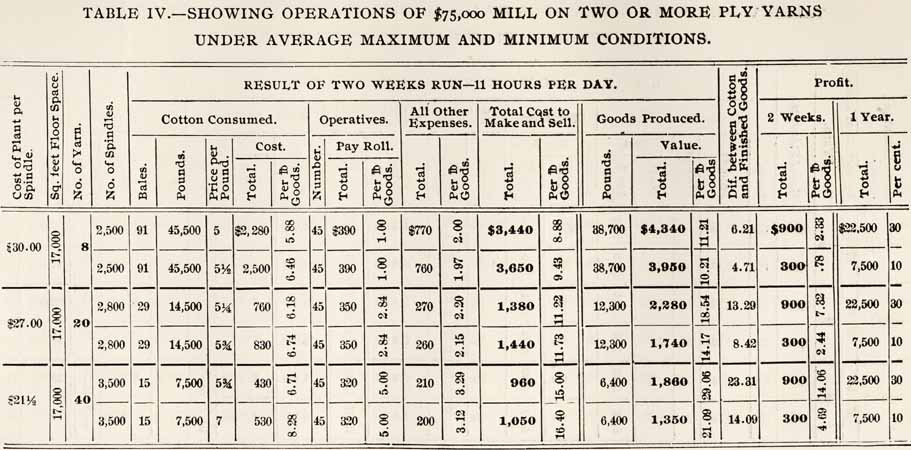
TABLE IV.--SHOWING OPERATIONS OF $75,000 MILL ON TWO OR MORE PLY YARNS
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 68
TABLE V.--SHOWING OPERATIONS OF $100,000 MILL ON TWO OR MORE PLY YARNS
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
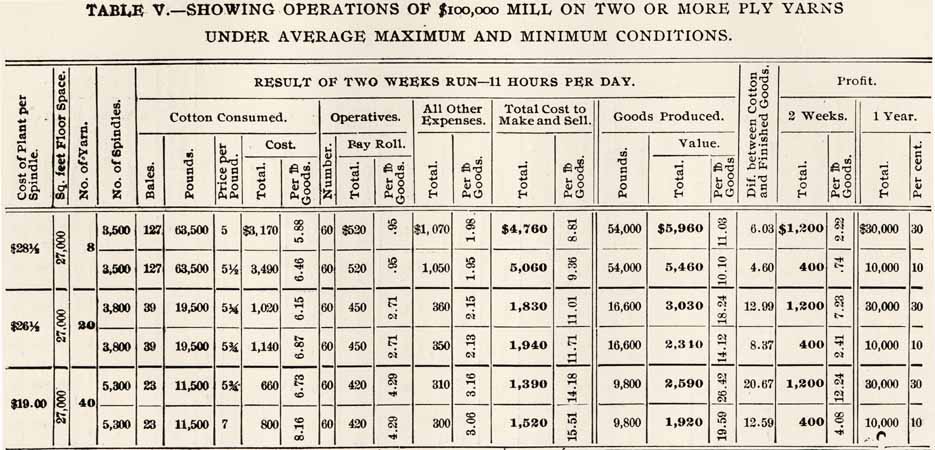
TABLE V.--SHOWING OPERATIONS OF $100,000 MILL ON TWO OR MORE PLY YARNS
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 69
TABLE VI.--SHOWING OPERATIONS OF $175,000 MILL ON TWO OR MORE PLY YARNS
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
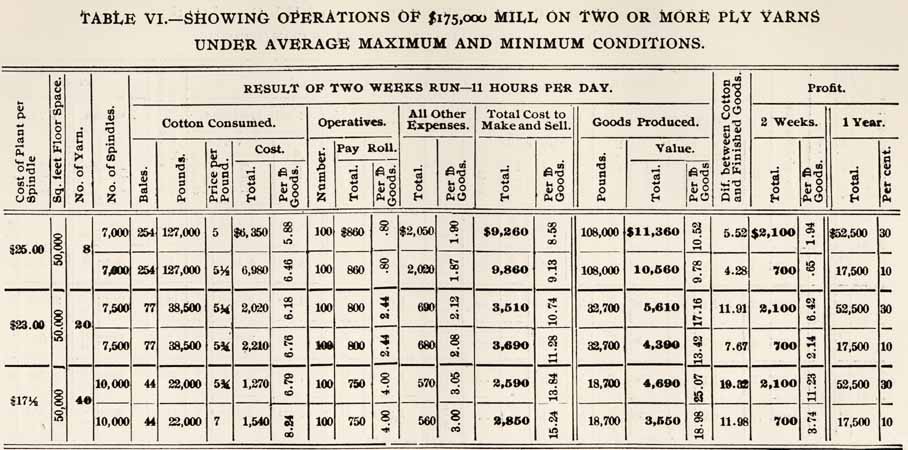
TABLE VI.--SHOWING OPERATIONS OF $175,000 MILL ON TWO OR MORE PLY YARNS
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 70
TABLE VII.--SHOWING OPERATIONS OF $75,000 MILL ON CLOTH
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.

TABLE VII.--SHOWING OPERATIONS OF $75,000 MILL ON CLOTH
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 71
TABLE VIII.--SHOWING OPERATIONS OF $100,000 MILL ON CLOTH
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
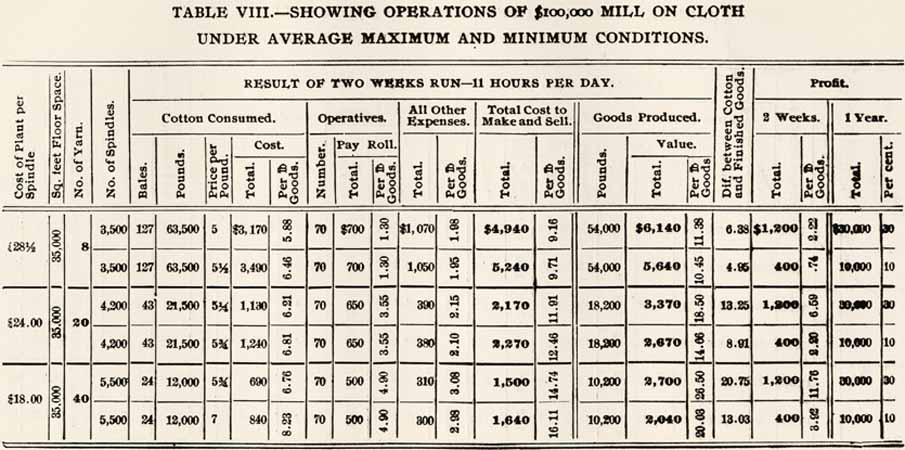
TABLE VIII.--SHOWING OPERATIONS OF $100,000 MILL ON CLOTH
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 72
TABLE IX.--SHOWING OPERATIONS OF $175,000 MILL ON CLOTH
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
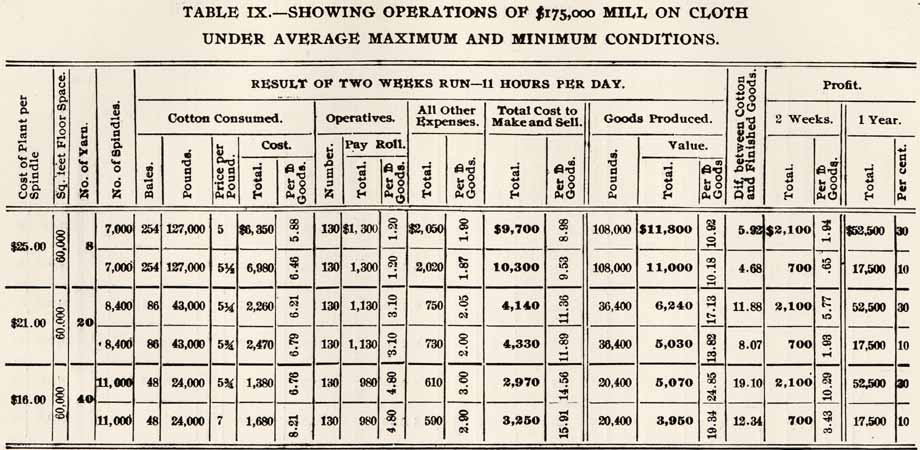
TABLE IX.--SHOWING OPERATIONS OF $175,000 MILL ON CLOTH
UNDER AVERAGE MAXIMUM AND MINIMUM CONDITIONS.
Page 73
TABLE X.--SHOWING THE NUMBER OF BALES OF COTTON
ANNUALLY CONSUMED BY 1,000 SPINDLES ON
DIFFERENT YARN NUMBERS.
| Yarn Number. | Bales Cotton. | Yarn Number. | Bales Cotton. |
| 4 | 1650 | 20 | 250 |
| 6 | 1100 | 25 | 200 |
| 8 | 900 | 30 | 170 |
| 10 | 600 | 35 | 150 |
| 12 | 500 | 40 | 110 |
| 14 | 400 | 45 | 95 |
| 16 | 350 | 50 | 85 |
| 18 | 300 | 60 | 60 |
Page 74
CHAPTER VII.
Bookkeeping and Accounting.
Bookkeeping for a manufacturing plant is a much more extended subject than the matter of bookkeeping for a mercantile or banking business. In bookkeeping for a mercantile or banking business the books show the status of the Company in relation to each of its customers. Periodic balances and statements and inventories are made to show what the business is doing.
In manufacturing, it is all important to keep another series of accounts to show costs of production and costs in each department. It is only by these accounts that the skill and efficiency of operatives may be measured. It is by these that the perfections or imperfections, and efficiency and inefficiency of the machinery may be exactly located and known.
From the regular accounts and these internal accounts, statements should be made up at frequent intervals, showing the profit or loss for the interval, showing the costs in each department, the production in each department, costs of wages, supplies, fuel, &c., &c. With such statements accurately and fully made, the management may be 100, or even 1,000 miles away and still be in position to give intelligent directions. Without them, a management might live in a mill day and night and only have the most approximate idea of what is going on, except in a small mill where the entire scope of the work and results can be seen at one time.
It is assumed that ordinary double entry bookkeeping is well understood by all good bookkeepers, and the subject of the ordinary bookkeeping for a cotton mill will be discussed on this basis, with suggestions as to the changes to be made in ordinary methods, to make them conform to the requirements of manufacturing.
The commercial part of the bookkeeping is usually worked in periods of one month, regular monthly balances
Page 75
being made to prove the accuracy of the books, and show the financial condition to date.
The books kept to show data relating to the operation of the factory are no part of the commercial accounts. These are made up from daily reports from the different departments of the mill. From the data kept in these books, reports are made up at regular periods, sometimes once every two weeks, sometimes twice a month.
Two Series of Books.
In the discussion of bookkeeping and accounting, it must be kept in mind that there are two different series of books: (1) those to record and exhibit the commercial affairs of the company, (2) those to record and exhibit in detail the results of the mill operation and its physical condition.
The commercial series will be taken up first.
Grouping of Accounts.
The principal accounts to be kept on the ledger are as follows:
- (1.) The Investment Group, comprising Real Estate Buildings, Machinery, Construction, Furniture and Fixtures, Operatives Houses, Improvement and similar accounts, representing the original value of the plant, or additions to the plant which increase its real value.
- (2.) The Expense Group, comprising Cotton, Labor, Fuel, Supplies, Repairs, Salary, Mill Expense, Office Expense, Insurance, Taxes, and similar accounts, representing amounts expended for carrying on the business.
- (3.) The Representative Group, comprising Capital Stock, Cash, Bills Receivable, Bills Payable, Depreciation, Profit and Loss, and similar accounts representing the financial condition of the company.
- (4.) The Manufacturing Group, comprising Manufacturing, Cloth, Yarn, Waste, Rent, and similar accounts representing the results of mill operations.
- (5.) Sundry Group, comprising Personal Accounts and such other accounts as would not naturally fall into any of the other groups.
Page 76
The accounts mentioned are all familiar to ordinary bookkeeping except "Manufacturing." This is an account created to carry from month to month the actual proportion of all the expenses incurred for the month. From daily reports and estimates made by the superintendent, each account in the expense group is credited at the end of the month with the amount consumed during the month, and manufacturing account is debited. Thus the balance on manufacturing at any time represents all the cost of producing goods from the beginning of the fiscal year to date, while the balances on the accounts in expense group stand for the amount of the various supplies, &c., not consumed.
Cotton account, and all product accounts should have special columns ruled in the ledger to carry the quantities (pounds, yards, &c.) represented by the values in the regular columns.
Monthly Statements.
At the end of each month, after the transfers to manufacturing account, as above indicated, there should be made a balance sheet, an inventory and a financial statement. Form A shows a balance sheet, filled out for the purpose of making the financial statement. (See end of chapter for the form.)
Form B is the inventory. On account of the fact that the accounts in the expense group now represent their own inventory, it is only necessary to enter in this inventory the mill products, including the stock in process of being manufactured.
Form C is the financial statement, made up from the information given in forms A and B. This method of showing the profit and loss is recommended over the usual bank statement form as being better adapted to the conditions in a manufacturing plant.
The assets constituting the permanent investment are grouped together and shown as a total. The other assets consist of the balances unconsumed on each of the expense accounts, together with the other usual book assets and the inventory. By this method, the assets will exceed the liabilities by the amount of the total profit made from the
Page 77
beginning of the fiscal year up to date. The profit made for the current month (say $3936) is ascertained, as shown, by deducting from the total profit ($11,438) the profit which was made from the beginning of the fiscal year up to the end of the previous month (assumed to be $7,502.)
Mill Reports.
In addition to the financial statements made up at the end of each month from the commercial books, there are other statements made up from the other series of books at regular intervals, generally two weeks or twice a month to show in detail the operation of all the departments. These statements are made up from information furnished by the superintendent, and are independent of the books. They show among other things the profit or loss for each period and form a check on the results obtained from the commercial books.
BLANK FOR YARN MILL.
Form D is a blank for this purpose, filled out with imaginary figures to show the operations of a mill making yarn for the market. Items 1 to 5 are for general information as to the production of the mill, as compared with what a mill of same size and on same kind of work, is capable of doing, according to standard production tables. This mill is supposed to be running day time only, for 11 hours per day or 66 hours per week.
Items from 6 to 23 show in detail the cost of manufacture, separated out in such a manner that the labor cost, and all the other costs for which the superintendent is responsible, are distinct from the fixed charges and other matters for which the office management is responsible. The first column exhibits the total cost for each item, and the second column shows the cost in cents per pound of product. For example, the cost of the labor in picking and carding for two weeks is $170.00. This divided by 24,810, the pounds of yarn produced, gives the amount in second column, .69 cents per pound. Item 22 shows the amount of cotton used and its cost at 6 cents per pound. This cost is $1710.00, which being divided by yarn produced
Page 78
24,810 pounds gives 6.92 cents per pound of product. This, added to the aggregate of the other costs, gives item 23, the cost of the goods when ready to leave the mill. Items 24 to 33 show the estimated worth of all goods produced, after allowing for the freight, selling expenses, cash discounts and other sundries.
WASTE.
The amount of waste shown in item 30 is the difference between the weight of cotton used and the weight of product made. It is known as "total waste," and includes the so called "visible" and "invisible" waste. In item 31 the waste is expressed as a per cent. of the weight of raw cotton used, including bagging and ties, which is the weight of the bales as they are paid for.
Visible waste is the amount that is accounted for on the superintendent's reports. It is the saleable waste. The invisible is that which cannot be accounted for. It is the difference between total waste and visible waste. It consists of sand and dust and moisture which may dry out of the cotton while being worked. The waste with which the management of the mill is most concerned is the total. This is the difference between the weight of the raw material he buys and the weight of the finished products he sells. There are other methods of figuring the percentage of waste in which the value of waste as a product is considered as reducing the percentage. Therefore in making comparisons of the percentage of waste made by different mills, it is necessary to know how the percentages are computed.
BLANK FOR CLOTH MILL.
Form E is a blank for the use of mills making cloth only. Items 1 to 8 show the production as in form D, and show the number of looms running on the various kinds of cloths that are usually made in this particular mill. The remainder of the blank is similar in all respects to form D.
BLANK FOR MILL ON CLOTH AND YARN.
Form F is a blank for the use of mills making both cloth and yarn. It is similar to the other forms except as to the
Page 79
method of showing cost per pound. The first column shows, as before, the total cost of all the items. The second column shows cost per pound of cloth including the cost of yarn used in making the cloth, and the third column the cost per pound of yarn made for sale as yarn. There are certain items of cost per pound which belong equally to cloth and yarn, as for example, the labor in picking and carding. This is $180.00 for the whole product, both cloth and yarn, (24,000 pounds.) Therefore the cost per pound of this item is the same for both cloth and yarn, namely, .75 cents.
The cost of weaving, $400, must be borne entirely by the cloth account, so it is divided by 18,000, the amount of cloth made. This gives 2.22 cents, and it is entered in the cloth column. The cost of preparing yarn for market, $25.00, must be borne entirely by the yarn account, so it is divided by 6,000, the amount of yarn made for sale. This gives .42 cents, and it is entered in the yarn column. Items 20 to 27 are assumed to be borne equally by cloth and yarn, and this assumption is near enough for the purpose, although cloth account should really bear a greater proportion, on account of the greater number of pounds of cloth produced.
OTHER FORMS.
There are many other forms in which these mill reports might be made to convey the information required in special cases.
Form G is a blank now in use by a large yarn mill making a great variety of yarns. This blank is made to give full information as to the amounts of each different kind of yarn produced. It also makes a comparison between the current work, and that done in the previous year.
Form H is the left hand page of a special book made to record the data given on superintendent's daily reports.
Form J. is the right hand page of the same book, facing form H. It is the record from which statements may be made up, answering the same purpose as forms D, E, F, G.
Any of the foregoing forms may be printed in a book,
Page 80
or may be printed as a blank for a report. Or it may be done both ways, keeping the book as a record, and sending out the blanks to various individuals interested. Still another way is to have blanks printed in copying ink, and copy them in a special letter press book kept for the purpose.
Forms K and L are the left and right hand pages of a pay roll book. It differs in several particulars from the ordinary blank time book. It is ruled with enough vertical columns for two weeks, and also with some special columns whose uses are made plain by the headings. The horizontal lines are divided in two parts opposite the name of each operative, one for a record of time made by the day, and the other for time made by the piece. This book is kept in the office and is written up from the small books kept by the overseers of the different departments. For convenience in collecting data from this book, to show costs, the names of operatives in each department are entered in separate groups.
Annual Statements.
At the end of the fiscal year the books should be closed, and statements made, much in the same manner as at the end of each month. though there are some important additions to be noted. All asset accounts should be examined to see that the property represented is in actual existence and in possession of the company. The balances on expense accounts should be compared with actual inventories, and brought into accord with them. Personal accounts and bills receivable should be examined and scaled to allow for bad debts, if any.
DEPRECIATION.
Allowance should be made for depreciation on the plant.
During the progress of the business, various sums of money have been expended in keeping the machinery and buildings in repair, and these sums have been absorbed by the manufacturing account. Thus many mills consider that the question of depreciation has been compensated for. But this is not correct from two standpoints. (I)
Page 81
the machinery must, in the nature of things, finally wear out after a certain number of years. (2) Whether it wears out or not it is very likely to grow out of date. In either case, it is not an asset to the full extent of its first cost, as represented on the ledger. There can be no fixed rule as to the amount of this depreciation. It depends upon the progress of the times, as to new inventions, and upon the general care given to the property. Some per cent. must be estimated as the correct amount, and this should be charged against profit and loss each year. The question arises what account shall be credited to balance off this loss. The usual course is to credit it to the investment accounts on which the per cent has been computed, with the idea of eventually extinguishing such investment accounts. But this is not a correct theory. If correct, it would give the appearance that the purpose of the management is to go out of business and throw away the plant when all the investment accounts are extinguished.
This is an obviously false impression. It should be one of the first principles of bookkeeping to show clearly the exact facts of every case, even if it forces a disregard of the traditions of bookkeeping. As a matter of fact, the intention of the mills is to remain in business and keep up to date. To do this, they buy new machinery and charge it to machinery account. If no depreciation is being charged off, from year to year, the machinery account will continue to grow, until it will represent an investment much larger than at first, while the capacity of the mill has not really been increased and the real value is no more than at first. If depreciation has been allowed for, and credited to machinery account, this of course will tend to equalize matters. But the trouble with this method is that there is no way of easily ascertaining from the ledger just how this equalization is progressing. In the meantime, the capacity of the mill may have been really increased by the addition of new machinery, all of which is charged to machinery account, rendering it hard to differentiate such charges from those made against the allowance for depreciation.
Page 82
To remedy these difficulties, and put the subject of accounting for depreciation on a correct and standard basis, the Author proposes the following treatment:
Open an account called "Depreciation," or "Depreciation Reserve." At the end of each year, fix upon the proper amount that should be allowed for depreciation of the entire plant, say three per cent. Charge this amount to Profit and Loss and credit it to Depreciation. This is an account created to hold as an asset, the amounts assumed to be sufficient to expend on the plant during the ensuing year to keep the plant up to date. Thereafter, when expenditures are made against this allowance, they are charged to Depreciation, (instead of to Machinery or to Buildings, according as the expenditure is on the one or the other). This gives an easy way to see at a glance the progress of the work of renewal, and to know when the appropriation for new work has been exhausted.
In the case of an old mill wishing to begin this system of accounting for depreciation, the amount of depreciation already suffered must be estimated and charged to Profit and Loss, and credited to the investment accounts. Then an additional amount must be set apart, say 3 per cent., as an estimate of the appropriation needed for the ensuing year. This latter amount is treated in the way above outlined for new mills, namely charged to Profit and Loss and credited to Depreciation.
There will always be some trouble in accurately estimating the amount to be set aside each year for depreciation. In fact it can never be done in a way to be called accurate. But this is not important. The important thing is to have some regular system of making an allowance for depreciation. As time goes on, it may be seen whether the allowance is too great or too small. One way of estimating it is to make up a list at the end of each year of the things that will probably have to be renewed in the next five years. Then take one-fifth of this as the amount to be set aside for the next year. Make up this estimate anew each year and thus correct any error of the previous year.
Page 83
CLOSING BOOKS FOR THE YEAR.
Before making final closure of the books for the year, each product account should be credited with the amount of the inventory of that product at the estimated market value, less all freights and other expenses which would be incurred in selling it. The sum total of the inventories should be debited to an account called "Inventory." This is merely a temporary account to hold the inventories as an asset until the books are re-opened for the next year. (In re-opening, each product is charged up with the inventory and Inventory account credited and thus closed.) After the product accounts are thus credited, each will show the amount actually produced, whether sold or not. All product accounts and all expense accounts should be closed into Profit and Loss, and the difference between the two sides of this account will be equal to the difference between the totals of all the asset accounts, and the totals of all the liability accounts.
STATEMENT BLANKS.
The annual statement may be as per forms O, P and Q. These forms are especially designed to exhibit to stockholders all details of the financial condition of the Company, and the profits made, and the disposition of the profits.
Forms O and P are filled out to show the condition of a new mill after the first year's run. The money expended on plant is seen in this case to be more than the capital stock by $21,000, and thus it is in debt. The net profits for the year, after allowing $5,000 for depreciation of plant are $40,960.00. This profit, though, is not all in cash, some of it being in stock on hand. and some in the form of notes and accounts. The whole available cash might be applied to extinguishing debts; but in this case, it was decided to pay 10 per cent. in dividends, credit up $13,460 to a reserve for paying the debt on the plant, and $5,000 to a reserve for working capital and $5,000 to depreciation. It is the practice of some mills to pass to the surplus account all profits not required for dividends, but this statement shows a more rational treatment.
Page 84
because in reality there would be no surplus if debts were paid.
Form O is the statement usually furnished stockholders. The inventory form P should be attached to statements furnished to directors.
The inventory exhibit, of each item carried as an asset, is important to show the values upon which the statement is based. Inventory values are reached by adjusting the book values to the current market values, and carrying the differences to profit and loss account. Failure to make these adjustments might lead to such a showing from the books as would not approximately correspond with the true condition, thus misleading the bookkeeper and stockholders. It is a common error to consign goods and charge them at current market values; then, after holding them awhile, sell them for less than the original book valuation, and yet not make any correction for the differences. The continuation of this practice would bring into the annual statement a very serious error, by carrying as an asset a consignment account which could never be converted into cash.
Form Q (accompanied by an inventory similar to form P) is an annual statement, filled out to show the condition of the same mill, after several years of prosperous running.
In pursuance of the plan shown on form O, enough of the (so-called) surplus profits have been appropriated from year to year to extinguish the debt on the plant, and there is shown as a special liability an account carrying this amount $21,000. The reserve for working capital has also grown from year to year out of the surplus profits, until it reached $15,000 previous to the year represented by form Q. Out of that years profits $5,000 more was appropriated to go to the same account.
Depreciation account has had various sums credited to it from year to year, and various sums charged to it for money expended in keeping the plant up to date. There still remains a balance to its credit of $4,800 for future use. In addition to this, an allowance of $5,000 has been made out of the current years profits.
Page 85
After all of these matters have been adjusted, the remaining profits, after paying dividends, have been passed up from year to year to surplus account, until it has grown to $40,000, without the current years surplus of $8,283.
As examples of other forms on which annual statements may be made, forms R and S are exhibited. These are forms selected from those in actual use in operating mills under good management.
SURPLUS.
It is seen from the above discussion that the word "surplus" is made to indicate the money that could be taken out of the business. It is well to carry a fair surplus fund as a guarantee for dividends in event the mill should have one or two bad years.
Stockholders like, and ought to have, dividends at regular periods, the semi-annual plan being probably preferable.
The dividends ought to be regular also in amount. The management of a company should adopt such a plan as will equalize one year with another. The surplus account is the reservoir for the accomplishment of this equalization. Money is put into a manufacturing plant as an investment to bring regular returns in the shape of dividends. The system of books and accounts kept by a company should provide, as outlined in the foregoing, for a proper depreciation to insure the maintenance of the property to its full efficiency and value, and also a surplus fund to carry surplus profits of good years for paying dividends in bad years. Then the stock will always be attractive and of good value.
The question is often asked why the stocks of companies paying abnormally large dividends at irregular intervals should not command a better price than they do. The reason is that no provision is made for depreciation nor for any assurance of regular dividends.
Page 86
Form A.
MONTHLY BALANCE SHEET.
| Capital Stock | 120,000. | |
| Real Estate | 2,300. | |
| Buildings | 18,400. | |
| Operatives Houses | 12,100. | |
| Machinery | 84,000. | |
| Furniture and Fixtures | 98. | |
| Interest | 610. | |
| Bills Payable | 40,410 | |
| Bills Receivable | 475. | |
| Insurance and Taxes | 682. | |
| Fuel | 510. | |
| Supplies | 3,118. | |
| Rent | 1,102. | |
| Waste | 2,740. | |
| Cloth | 60,476. | |
| Yarn | 20,103. | |
| Cotton | 38,917. | |
| Manufacturing | 80,831. | |
| Unpaid Wages | 1,278. | |
| Consignment | 19,893. | |
| Cash | 11,804. | |
| Personal Accounts | 1,111. | 28,740. |
| 274,849. | 274,849. |
Form B.
MONTHLY INVENTORY.
| Stock in Process (estimated) 5,000 lbs. @ 100 | 500. |
| Cloth 50,000 yards @ 4c | 2,000. |
| Yarn 32,000 lbs. @ 13.9c | 4,448. |
| Waste 60,000 lbs. @ 1½c | 900. |
| $7,848. |
Page 87
Form C.
MONTHLY FINANCIAL STATEMENT.
ASSETS.
| Real Estate | $ 2,300. | |
| Buildings | 18,400. | |
| Operatives Houses | 12,100. | |
| Machinery | 84,000. | |
| Furniture and Fixtures | 98. | |
| Investment | 116,898. | |
| Insurance and Taxes | 682. | |
| Interest | 610. | |
| Bills Receivable | 475. | |
| Fuel | 510. | |
| Supplies | 3,118. | |
| Cotton | 38,917. | |
| Cash | 11,804. | |
| Consignment | 19,893. | |
| Personal Accounts | 1,111. | |
| Inventory | 7,848. | 84,968. |
| Total Assets | $201,866. |
LIABILITIES.
| Capital Stock | $120,000. | |
| Bills Payable | 40,410. | |
| Unpaid Wages | 1,278. | |
| Personal Accounts | 28,740. | |
| Total Liabilities | $190,428. | |
| Assets exceed Liabilities (Total profit this year to date) | $ 11,438. | |
| Total profit shown on last months statement | $7,502. | |
| Profit made this month (difference) | $3,936. |
Page 88
Form D.--(Yarn.)
MILL REPORT for Two Weeks Ending August 26th, 1899.
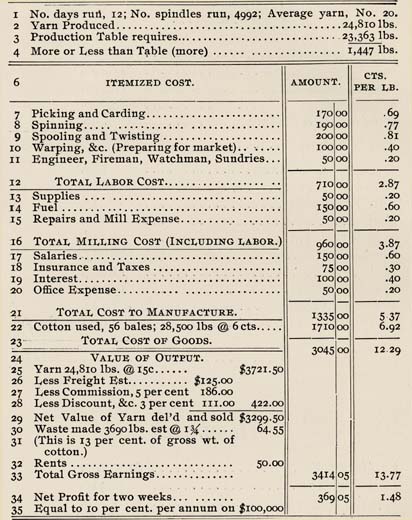
MILL REPORT for Two Weeks Ending August 26th, 1899.
- Orders now on book for:
- 40,000 lbs. No. 18-2 yarn
- 60,000 lbs. No. 24-1 yarn
- . . . . . lbs. No . . . . yarn
- This is 55 days run of mill.
- Yarn made and not sold:
- 10,000 lbs. No. 16-2 consigned
- 7,000 lbs. No. 20-1 at mill. Have refused several orders for 24-1 yarns on account of price.
MEMORANDA.
Page 89
Form E.--(Cloth.)
MILL REPORT for two Weeks Ending Aug. 26th, 1898.

MILL REPORT for two Weeks Ending Aug. 26th, 1898.
Page 90
(Form E Continued.)
- Orders now on book for:
- 200,000 yds 4 yd. goods.
- . . . . . .yds 4.75 goods.
- 140,000 yds 6.50 goods.
- This is 50 days run of mill.
- Goods made and not sold:
- 250,000 yds consigned.
- (50,000 of this for export.)
- 10,000 yds. at mill.
- (most of this is seconds.)
MEMORANDA.
Page 91
Form F.--(Cloth and Yarn.)
MILL REPORT for Two Weeks Ending Aug. 26, 1899.
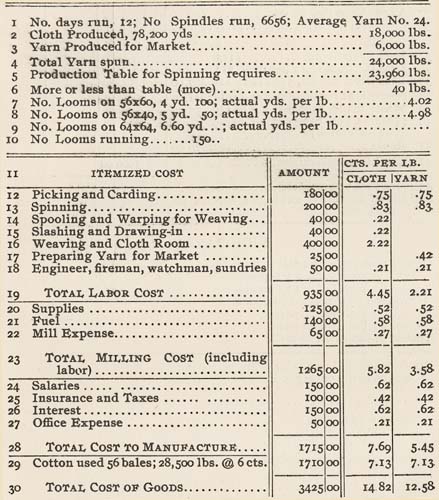
MILL REPORT for Two Weeks Ending Aug. 26, 1899.
Page 92

MILL REPORT for Two Weeks Ending Aug. 26, 1899.
- Orders now on books for:
- . . . . . .yds 4 yd. goods.
- . . . . . .yds 4.75 goods.
- 100,000 yds 6.60 goods.
- . . . . . lbs. No. . . yarn.
- 10,000 lbs. No. 20 yarn.
- This is 18 days run of mill.
- Goods made and not sold:
- 400,000 yds. consigned.
- 50,000 yds. at mill.
- 15,000 lbs. yarn consigned.
- 10,000 lbs. yarn at mill.
MEMORANDA.
Page 93
Form G.
COMPARATIVE STATEMENT.
FOR TWO WEEKS ENDING . . . . . . . . . . . . . . .189...
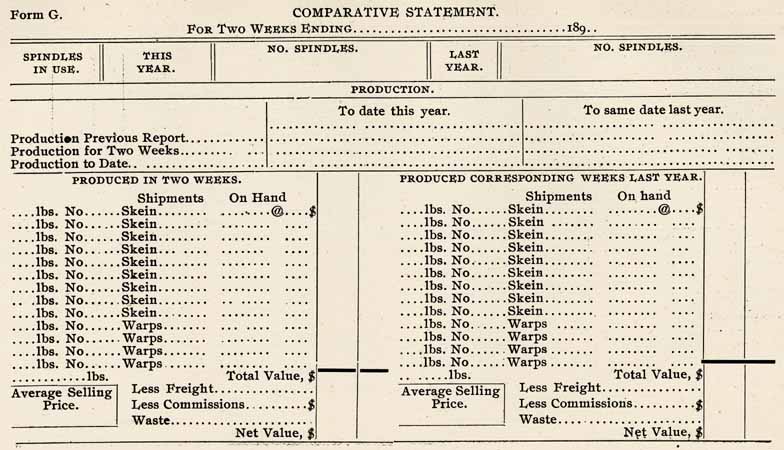
PRODUCTION.
Page 94
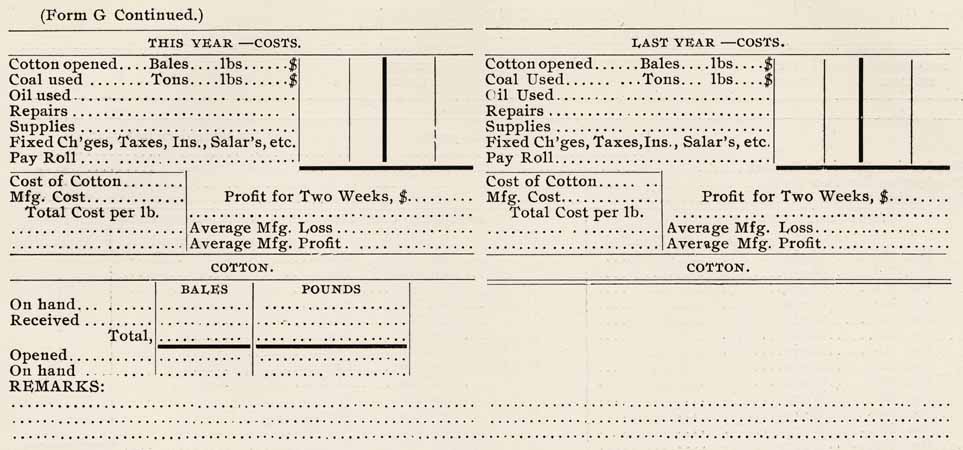
(Form G Continued.)
Page 95
Form H.--(Left Hand Page of Book.)
SUPERINTENDENT'S REPORT FOR MONTH ENDING. . . . . . . . . . . . 189..
. . . . . . . . . . . . WORKING DAYS.
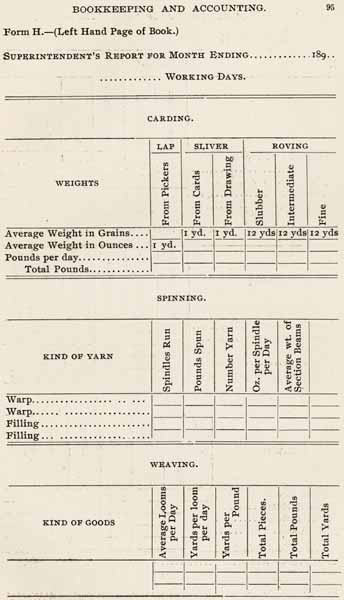
CARDING. SPINNING. WEAVING.
Page 96

SUPPLIES. STOCK ACCOUNT--GOODS. WASTE
Page 97
Form J.--(Right Hand Page of Book.)
MILL RETURN FOR MONTH ENDING . . . . . . . . . . . . 189 . .
. . . . . . . . . . . . WORKING DAYS.
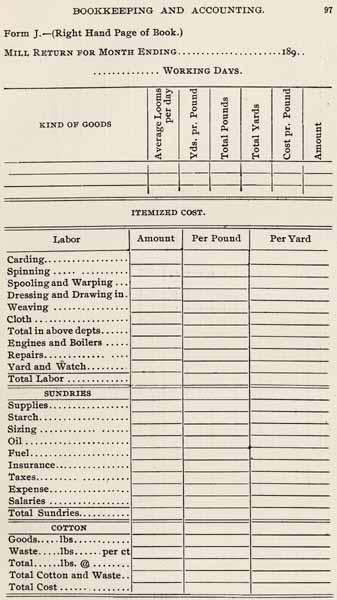
MILL RETURN FOR MONTH ENDING . . . . . . . . . . . . 189 . .
. . . . . . . . . . . . WORKING DAYS.
Page 98
Form K.--(Left Hand Page of Book.)
PAY ROLL.
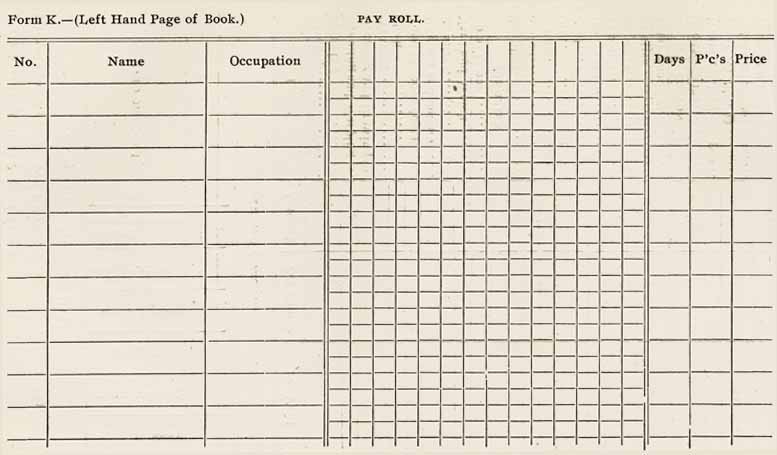
PAY ROLL.
Page 99
Form L.--(Right Hand Page of Book.)
FOR TIME ENDING . . . . . . . . . . . 189 . . .
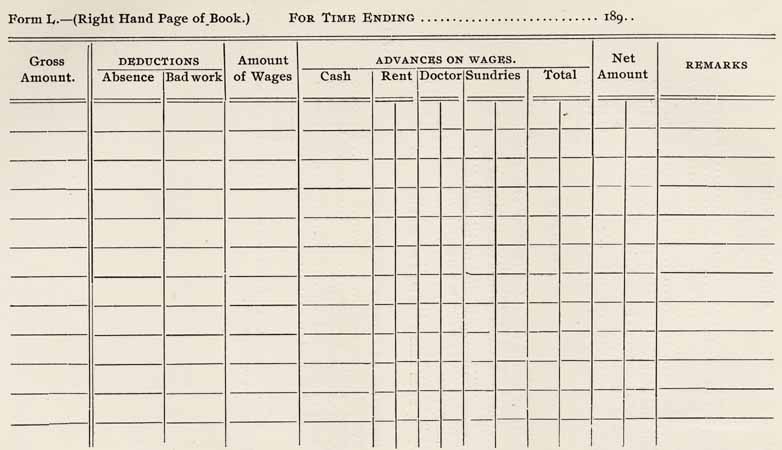
PAY ROLL.
Page 100
Form O.
ANNUAL STATEMENT.
ASSETS.
| Value of Plant | $196,000.00 | |
| Product on Hand | 2,820.00 | |
| Stock in Process | 10,000.00 | |
| Cotton on Hand | 3,036.00 | |
| Supplies | 1,167.00 | |
| Fuel | 1,525.00 | |
| Bills Receivable | 1,610.00 | |
| Accounts Receivable (scaled) | 8,169.00 | |
| Selling Agents | 6,200.00 | |
| Cash | 15,106.00 | |
| Other Assets | 1,143.00 | |
| $246,776.00 |
LIABILITIES.
| Capital Stock | 175,000.00 | |
| Previous Profits Expended in Plant over and above capital Subscribed | ||
| Previous Profits Appropriated for Working Capital | ||
| Previous Profits Appropriated for Depreciation | ||
| Previous Profits Carried to Surplus | ||
| Bills Payable | $30,000.00 | |
| Accounts Payable | 816.00 | |
| PROFITS FOR THIS YEAR (23.4 per cent.) | 40,960.00 | |
| $246,776.00 |
DISPOSITION OF PROFITS FOR THIS YEAR.
| Dividends 10 per cent | $17,500.00 | |
| Passed to Value of Plant | 13,460.00 | |
| Passed to Working Capital | 5,000.00 | |
| Passed to Depreciation | 5,000.00 | |
| Passed to Surplus | ||
| $40,960.00 |
NOTE.--Each item of this statement is based upon actual values determined by inventories.
Page 101
Form P.
INVENTORY ACCOMPANYING ANNUAL STATEMENT.
VALUE OF PLANT.
| Real Estate | $ 2,000.00 | |
| Buildings | 18,000.00 | |
| Operatives Houses | 10,000.00 | |
| Machinery | 165,000 00 | |
| Furniture and Fixtures | 1,000.00 | |
| $196,000.00 |
PRODUCT ON HAND.
| 40,000 yds. 4 yd. Cloth @ 4½ | $1,800.00 | |
| 10,000 yds. 3 yd. Cloth @ 5 | 500.00 | |
| ...... " .. " " @ | ||
| 2,000 lbs. No. 24 Yarn @ 16 | 320.00 | |
| ...... " " " @ | ||
| 10,000 " Waste @ 2 | 200 00 | |
| $2,820.00 |
STOCK IN PROCESS.
| 100,000 lbs. @ 10 cts. est | $10,000.00 |
COTTON.
| 100 Bales, 50,600 lbs. @ avge 6 cts. | $3,036.00 |
SUPPLIES.
| 50 Gallons Oil | $ 15.00 | |
| ...... Surplus Spools and Bobbins | 200.00 | |
| ...... lbs. Surplus Belting @ | 42.00 | |
| 20,000 lbs. Starch @ 2 | 400.00 | |
| 10,000 yds. Burlaps @ 4 | 400.00 | |
| Other Surplus Supplies | 110.00 | |
| $1,167.00 |
FUEL.
| 200 Tons Coal @ 3.25 | $650.00 |
| 500 Cords Wood @ 1.75 | 875.00 |
| $1,525.00 |
BILLS RECEIVABLE.
| . . . . . . . . . . . . | $ | |
| . . . . . . . . . . . . | ||
| . . . . . . . . . . . . | ||
| . . . . . . . . . . . . | ||
| $1,610.00 |
Page 102
ACCOUNTS RECEIVABLE.
| . . . . . . . . . . . . | $ | |
| . . . . . . . . . . . . | ||
| . . . . . . . . . . . . . | 8,410.00 | |
| Less Bad Accounts | 241.00 | |
| $8,169.00 |
SELLING AGENTS.
| . . . . . . . . . . . . | $ | |
| . . . . . . . . . . . . | ||
| $6,200.00 |
OTHER ASSETS.
| Unexpired Insurance and Taxes | $127.00 | |
| Unexpired Interest | 42.00 | |
| Horses and Wagons | 974.00 | |
| . . . . . . . . . . . . | ||
| . . . . . . . . . . . . | ||
| $1,143.00 |
BILLS PAYABLE.
| . . . . . . . . . . . . | $ | |
| . . . . . . . . . . . . | ||
| . . . . . . . . . . . . | ||
| $30,000,00 |
ACCOUNTS PAYABLE.
| . . . . . . . . . . . . | $ | |
| . . . . . . . . . . . . | ||
| . . . . . . . . . . . . | ||
| $816.00 |
Page 103
Form Q.
ANNUAL STATEMENT.
ASSETS.
| Value of Plant | $196,000.00 | |
| Product on Hand | 5,000.00 | |
| Stock in Process | 10,000 00 | |
| Cotton on Hand | 6,000.00 | |
| Supplies | 1,400.00 | |
| Fuel | 3,000.00 | |
| Bills Receivable | 3,000.00 | |
| Accounts Receivable | 10,000.00 | |
| Selling Agents | 15,000.00 | |
| Cash | 40,000.00 | |
| Other Assets | 2,600.00 | |
| $292,000.00 |
LIABILITIES.
| Capital Stock | $175,000.00 | |
| Previous Profits Expended in Plant over and above Capital Subscribed | 21,000.00 | |
| Previous Profits Appropriated for Working Capital | 15,000.00 | |
| Previous Profits Appropriated for Depreciation (Balance not Expended.) | 4,800 00 | |
| Previous Profits Carried to Surplus | 40,000 00 | |
| Bills Payable | ||
| Accounts Payable | 417.00 | |
| PROFITS FOR THIS YEAR (20.4 per cent.) | 35,783.00 | |
| $292,000.00 |
DISPOSITION OF PROFITS FOR THIS YEAR.
| Dividends 10 per cent | $17,500.00 |
| Passed to Value of Plant | |
| Passed to Working Capital | 5,000.00 |
| Passed to Depreciation | 5,000.00 |
| Passed to Surplus | 8,283.00 |
| $35,783.00 | |
| Previous Surplus | $40,000.00 |
| Surplus Made this Year | 8,283.00 |
| Total Available Surplus | $48,283.00 |
NOTE.--Each item of this statement is based upon actual market values determined by inventories.
Page 104
Form R.
ANNUAL STATEMENT.
STATEMENT OF PROFIT AND LOSS ACCOUNT.
| Profits from all sources, viz: | ||
| New York sales | $ | |
| Local Sales | ||
| Waste Sales | ||
| Fuel to Employes | ||
| Rents | ||
| Net Profits from Store | ||
| Any other Profit Accounts | ||
| Total gross profits for year | $ | |
| From which deduct | ||
| Interest | $ | |
| Repairs | ||
| Total | $ | |
| Less Dividends, &c | ||
| Bal. net profits for year | $ | |
| At credit of profit and loss acc't last yr | ||
| Total net pfts. now at crdt of p. & 1.acc't. | $ |
STATEMENT OF THE FINANCIAL CONDITION.
ASSETS.
| Real Estate | $ |
| Construction | |
| Machinery | |
| Office Furniture and Fixtures | |
| Teams. | |
| Supplies | |
| Sundry Accounts Receivable | |
| Cash | |
| Cotton | |
| Waste | |
| Manufacturing--Stock in Process | |
| Goods on hand in cloth room not baled | |
| Inventory of New York consignments | |
| Any other Assets | |
| Total | $ |
Page 105
(Form R Continued.)
LIABILITIES.
| Capital Stock paid in | $ |
| Bills Payable | |
| Selling Agent acc't. cur'nt | |
| Sundry Accounts Payable | |
| Wages--last half of this month | |
| Bal. at credit of profit & loss acct | |
| Total | $ |
STATEMENT OF EXPENDITURES ON ACCOUNT OF THE
EXTENSION TO PLANT.
| For Construction | $ |
| For Machinery | |
| For any other part of Plant | |
| Total | $ |
STATEMENT OF OUTSTANDING LIABILITIES AND QUICK
ASSETS.
| Total outstanding liabilities, not including capital and profits. | $ |
| Total available quick assets, not including the plant | |
| Balance, debt on plant | $ |
Page 106
Form S.
ANNUAL STATEMENT.
FOR YEAR ENDING DECEMBER 31, 1898.
| By Manufactured Goods (sold and on hand) | $ | |
| By Collected for Rents | ||
| By Sale of Waste | ||
| By Sale of Bagging and Ties | ||
| $613,162 55 |
DR.
| Paid for Cotton | $ | |
| Paid for Labor | ||
| Paid Interest | ||
| Paid Discount on Goods | ||
| Paid Freight and Drayage | ||
| Paid Sundry Supplies | ||
| Paid Salaries | ||
| Paid Taxes | ||
| Paid Insurance | ||
| Paid Water Rent | ||
| Paid for Coal | ||
| Paid for Starch | ||
| Paid for Oils | ||
| Paid for Expense | ||
| Paid for Repairs | ||
| Paid for Wood | ||
| Paid for Stationery | ||
| Paid for Live Stock, Carts, etc. | ||
| $541,764 42 | ||
| Net Earnings for the year | $ 71,398 13 | |
| Deduct Non-collectible Accounts | 1,021 79 | |
| Net Profit for year ending December 31, 1898 | 70,376 34 | |
| Add to credit Profit and Loss, January 1, 1898 | 88,960 24 | |
| $159,336 58 | ||
| Less amount January and July Dividends | 77,032 00 | |
| To Credit Profit and Loss, January 1, 1899 | $82,304 58 |
Page 107
(Form S Continued.)
CONVERTIBLE ASSETS.
| Supplies, Wood, Starch, Oils, etc | $ | |
| Coal | ||
| Open Accounts (all good) | ||
| Cotton--1,659 bales, 789,684 lbs | ||
| Cotton in process | ||
| Live Stock, Carts, etc. | ||
| Cash | ||
| Baled Goods, 632,197 yards | ||
| Bills Receivable | $245,935 07 |
LIABILITIES.
| Wood Tickets | $ | |
| Bills Payable | ||
| Railroad Fare | ||
| Personal Accounts | ||
| Labor and Salary accrued | ||
| $ 74,241 50 | ||
| Commercial Capital | $171,693 57 | |
| Commercial Capital January 1 | $ | |
| From Sale of Stock | ||
| Profit for year ending December 31, 1898 | ||
| $248,725 57 | ||
| Less January and July Dividends | 77,032 00 | |
| $171,693 57 |
BALANCE SHEET.
| To Dr. of Construction | $810,123 30 | |
| To Dr. of Real Estate | 81,387 71 | |
| Total Cost of Mill and Operative Houses | $ 891,511 01 | |
| Convertible Assets as above | 245,935 07 | |
| $1,137,446 08 |
LIABILITIES.
| Capital Stock | $980,900 00 | |
| Liabilities (as above) | 74,241 50 | |
| To Cr. Profit and Loss, January 1, 1899 | 82,304 58 | |
| $1,137,446 08 |
Page 108
CHAPTER VIII.
Labor.
It is often asked whether the people of the South can adapt themselves to mechanical and manufacturing pursuits. There is a prevailing idea that there is some doubt concerning this point. In the early days of the republic, the South was the enterprising part of the Union in the line of manufactures and industrial development. In 1810 the manufactured products of Virginia, the Carolinas and Georgia exceeded in value those of all the New England States taken together. The South Carolina Railway was, when it was built, one of the greatest engineering undertakings in the world. The first steamship ever to cross the Atlantic Ocean went out of Savannah. These facts are brought forward, not for any invidious comparison, but to show that the present generation of people in the cotton growing area has an unsurpassed heritage of taste for manufactures.
The profit of cotton raising with slave labor drew people away from manufactures to cotton planting.
On the abolition of slavery, the capabilities of the people to organize and conduct manufactures showed itself again.
The manufacture of iron, cotton, cotton oil, lumber, &c., &c., was promptly commenced as soon as slavery was abolished. It has gone forward with wonderful rapidity. There would seem to be no reason to apprehend that the labor in the South is less capable than that of any other part of the world, and it seems fair to assume that with education and training as fine goods may ultimately be made in the cotton growing states as anywhere in the world.
It would require a book to tell the story of the former well developed manufacturing interests of the South, of the manner in which it was dried up by the development of the institution of slavery and of its prompt re-establishment on the abolition of slavery.

Fig. 27. Group of Southern Cotton Mill Operatives.--Summer Costume.
Page 109
This re-establishment was not commenced immediately after the civil war, because of the chaotic disorder brought about by the abolition of slavery and the enfranchisement of the negro. For nearly a quarter of a century after the civil war, it required the very best judgment, all the energy and all the moral and physical courage of the white people of the South to save civilization and preserve the social status. Many a time in this period things looked dark and gloomy. The Anglo-Saxon, in this, as in other instances, has borne the white man's burden and come out in the end gloriously successful. The social status of the white people has been preserved unimpaired, and race controversies are all well nigh settled on lines satisfactory to both races, and for the best interests of both.
We have no such mixture of people as they have in Cuba and other Latin countries. In the future we will have no such disorder as the Latin countries, (with their heterogeneous mixtures of races and blood,) are always having. Every obstacle to the development of manufactures has been removed. In many parts of the South the development is already well advanced and in others it will undoubtedly grow rapidly.
White and Colored Labor.
Cotton mill labor is practically all white labor. Negroes are sometimes used for draymen, firemen and other such purposes where there is little or no contact with the white organization. It would seem impossible to work a force of mixed white and black labor where white women and negro men would be brought in daily relations as co-workers. In laundries negro women work very well with and under more or less direction of white women. There is no instance, however, where a mixed organization of whites and blacks of both sexes have worked together successfully.
Before the civil war negro slaves were in a few instances worked with tolerable success in a few of the isolated factories that survived through the institution of slavery
Page 110
In the penitentiary of South Carolina the negro convicts do successful work in a knitting mill. The State of Alabama has a small cotton factory where negro convicts are worked on coarse goods, but the experiment has determined nothing so far.
One comprehensive experiment has been made at Charleston, S. C., to operate a large factory with negro labor. The effort failed. The factory had failed twice before with white labor, and this experiment is by no means of itself conclusive.
An effort is being made at Concord, N. C., by an enterprising negro to build a cotton mill with capital subscribed by negroes, and to be operated by negroes. This enterprise is not prospering, the mill having been in course of construction several years and being not yet finished. Some of the capital already obtained came from white people as a matter of good will to the negro race.
Negroes undoubtedly make good laborers in cotton seed oil mills and in many occupations. It is doubtful whether they can ever be successfully used as cotton mill operatives, and probably nothing but time can determine this question. The best judgment would seem to be that they will never be available as cotton mill operatives except in the more menial occupations. Possibly, after a long time when the white operatives shall have left the coarse work behind, negroes may become successful in this work. It would not seem advisable for a cotton mill at this time to undertake to work negro labor, for the reason that they are of doubtful efficiency for this work, and for the reason that it would disorganize the force of white labor.
Dependence upon the negro as a laborer has done infinite injury to the South. In the past it brought about a condition which drove the white laborer from the South or into enforced idleness. It is important to re-establish as quickly as possible respectability for white labor.
Any very material increase in the prosperity of a people, and especially one which takes the working element from agricultural to expanding manufacturing pursuits,
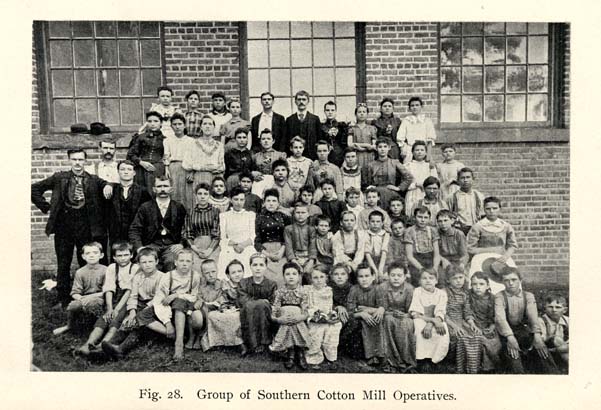
Fig. 28. Group of Southern Cotton Mill Operatives.
Page 111
soon brings up questions of the proper relation of employer and employee. The increased prosperity is attractive to both the employer and employee. The employer is almost always thrifty and economical. Most of the employees also appreciate the opportunity that regular cash compensations give for an improved condition of living.
Some few employers, however, are more than thrifty and economical. They are greedy, and are disposed to take advantage of the system of handling labor in manufacturing, to oppress labor and disregard the ordinary motives of humanity, to make a little more money. On account of these few, it becomes necessary, amongst all developing manufacturing interests, to make laws relating to the employment of labor, both for the benefit of labor itself and for the better class of manufacturers.
There is also a small percentage of labor that is thriftless and wasteful. People of philanthropic disposition are often mislead by the condition of these inherently bad or weak people into suggestions of extreme labor laws that would be unfair both to the manufacturer and those working people who do work regularly and honestly.
Labor Laws.
The condition of the small element of working people who are weak, or bad, or both, cannot be improved by making restrictive laws. The preacher and the philanthropist must find ways to bring moral influences to bear on these. No law that could be passed relating to factory labor could affect the evil in a man who himself loafs and lives upon the proceeds of his children's labor. Even if the law forbade his children to work, the man's debased nature would not be altered by such a law, and could only be altered by those who are charged with the work of improving the moral influences amongst work people, and especially among those who are most in need of such influences.
The best work of improvement amongst work people is brought about by the best element of the work people themselves. Those who follow the subject theoretically are almost always extremists. They frequently propose laws that offend the better element amongst the working
Page 112
people, and in writing and talking about the need of improvements, they generally take examples from the small thriftless element, and propose laws to meet the chronic complaints of these. Such laws are generally harsh towards the employer, and would have little or no value to the real honest working element.
The conservative manufacturer and the conservative working element should not leave this subject of labor laws to people who are theoretic on one side and utterly thriftless on the other. It would be better to formulate and advocate conservative measures for the protection of labor on one side and the manufacturer on the other. The prosperity that comes from the successful development of manufacturing interests should be, and will always be, of advantage to both the owner of a factory and the worker in it.
Church and School.
It should never be forgotten that the moral shortcomings of working people, and of employers alike, are more properly reached by the preacher and the teacher than by law. Many who discuss this subject of improving the condition of working people seem to fall into the error of thinking that labor laws can be made to reform a drunkard or cure laziness.
As manufacturing interests continue to develop, the knowledge and skill of the working element will always increase and their condition will continue to improve. In the increasing complication of more extended and finer work, laws regulating the relations of employer and employees will become necessary.
The two most important factors in improving the condition of factory operatives are:
- 1. By means of church influence.
- 2. By education.
With the extension of church influence and the extension of education, the condition of the working man or any other man is bound to improve. The patient and conscientious preacher and the patient and conscientious teacher will bring about more and better results for good than can ever be done by law alone.

Fig. 29. Superintendent's House, Cost $1,500
Page 113
Labor laws should supplement these influences and allow them to assist, rather than be made aggressive, harsh upon the employer, and useless in promoting moral and educational influences. On the other hand, there should be no hesitation about making conservative laws to break down, as much as possible, the barriers that stand in the way of the establishment of the best influences by the conscientious preacher and teacher, and for the personal welfare of honest and real working people.
There are but few instances in which a cotton mill management fails to take interest in the welfare of the operatives. This interest extends to the subject of church and school facilities. The fact is sometimes lost sight of, however, that cotton mill operatives are not a class to themselves. They are as human as any other humanity, and are entitled to individual consideration on individual merit, as other humanity is. It would not seem to be good policy, nor would it be right for the management of a cotton mill to attempt any sumptuary regulation of the affairs of its operatives. It is the duty to control the organization in the mill, and in all things relating to the mill. In religion and in education the corporation or its management are as much outsiders as the neighboring merchants or doctors or lawyers. A family of good and responsible people naturally want to employ a physician of their own choosing. They should also select their own church. There may be exceptions to the rule where mills are isolated in the country. In the latter case, in the absence of medical, church and school facilities, the corporation management would naturally be solicitous to have medical service, church and school facilities within reach. Under these circumstances, requirements as to some contribution from the operatives (which would otherwise be sumptuary) become a practical necessity.
In two ways the general condition of cotton factory operatives will be improved.
- (1.) As knowledge and skill increase, finer and higher priced goods will be made.
- (2.) The making of finer goods will bring into the manufacture
Page 114of cotton, suitable occupations for educated people, such as designing and finishing fine fabrics, &c., &c.
The whole field is a wide one, both for advancing the condition of labor now employed, and for introducing labor which is better educated than that now obtainable.
As time goes on, there must be more schools and better schools. If improvement is kept up as it doubtless will be, in the future there will be schools of chemistry, physics and such sciences and arts as are necessary to qualify operatives to produce fine bleached goods, printed goods and various fine fabrics requiring artistic taste and scientific knowledge.
As manufactures develop, and the organizations of working people in the mills become larger, there can be no doubt but that laws should be enacted for the protection of both the working people and the mills. These laws should limit the age at which children may work in a mill, regulate the hours of work for the whole organization, and provide such other regulations as may from time to time be required by the growing interests. Proper provisions for education is most important, but any laws on this subject should be general, and should apply to other people exactly the same as to mill operatives. It would seem desirable to make attendance upon school compulsory. Religious training is most important of all. This is a subject that is beyond the reach of any laws except those to make favorable surroundings for church work and influence. While the management of cotton mill companies should, and usually do, take great interest in the subject of religion and education, they are subjects that belong to the commonwealth and the moral influences of each community.
Relation of Employer and Employee.
The question of what are proper relations between a manufacturing corporation and its employees is a very difficult one to settle to the satisfaction of the operatives on the one side and the stockholders on the other. In some cases, mill managements take great interest in such subjects as church facilities, libraries, &c. Too much
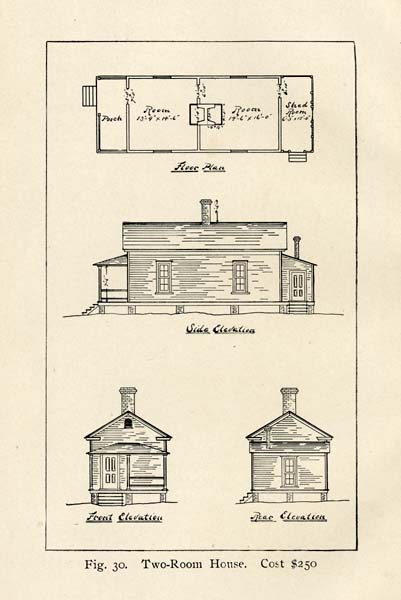
Fig. 30. Two-Room House. Cost $250
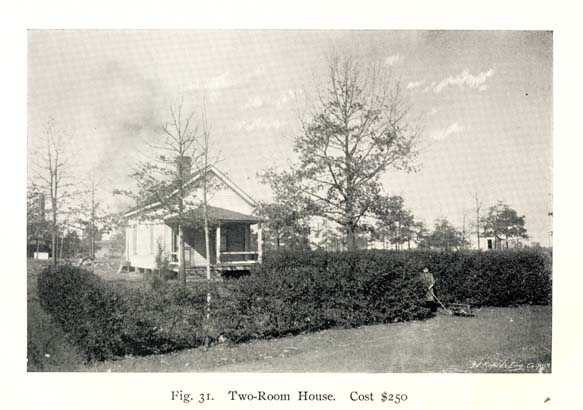
Fig. 31. Two-Room House. Cost $250
Page 115
interference in these matters that are outside the business relation, is in danger of becoming sumptuary, and hence offensive and harmful to the employee. Mr. Pullman's well-known experiment in making a model city and a model organization of model employees is now notable chiefly for its failure.
In one instance in the South, where every care was taken to provide libraries, reading rooms, churches, preachers and doctors for the benefit of operatives, a critical writer, on visiting the place, declared that the corporation, with its surroundings, was a "beneficent despotism."
In general terms, it would seem to be advantageous for the corporation and its management to do whatever is helpful to its employees in every endeavor they make, or can be induced to make, to help themselves. To go farther than this is to become sumptuary, which is harmful. It is not to be gainsaid that "God helps them who help themselves." It can hardly be expected that a corporation or its managers could improve on His methods.
For those who wish to help work people, more of friendly intercourse with them, and less urging of unnecessary laws and less published criticisms would be advantageous. If the drunken and lazy element could be eliminated from the factory village, and the notoriety seekers could be eliminated from the other side, the honest work people and their honest friends would have much less trouble in working out good results.
Quite a number of people set themselves up as philanthropists, and write much about mill operatives and their needs. Many of these know little or nothing of the matters they write about, and have not the slightest sympathetic relation with the working people. In one instance, in which a distressing story was told about the hardships endured by working people, the writer (who wrote in good faith) confesses that he found, to his surprise, that he had offended the work people, from whose neighborhood he wrote.
Page 116
CHAPTER IX.
Operatives' homes.
Factories generally build houses for the accomodation of their operatives. There is a rough rule that the house ought to furnish one operative for each room in the house. Thus a factory with 300 employees, would require 100 houses having an average of 3 rooms each.
Factory houses are usually built around the mill, and form a little village to themselves. This seems at present the most satisfactory plan in the South, for both the mills and the operatives. They seem disposed to live to themselves and attend their own schools and churches even when the mill village is in a city.
In New England, the factories seem disposed to abandon the plan of owning houses for operatives. The operatives seem to prefer to own their houses or rent in locations of their own choice. It seems as if the general upward tendency is in this direction. As operatives become better educated and more prosperous, they will be less disposed to live in groups to themselves, and more disposed to mingle with people in other callings, thus acquiring a broader and more equable view of life.
New Designs.
It was formerly the custom to build for operatives long rows of houses exactly alike, and in most cases adjoining one another. But it has transpired that this is not the best plan. Different families have different tastes, and as operatives grow in intelligence and prosperity, this differentiation in taste becomes more marked.
Recognizing this tendency, the author several years ago, designed a line of new factory cottages, many of which have been built, and have proved to be very desirable and pleasing. Engravings of some of these houses are shown, with memoranda of approximate cost in the Carolinas.
Where land may be bought by the acre at a reasonable
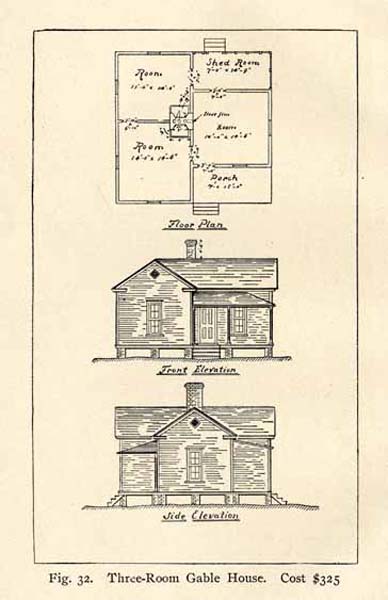
Fig. 32. Three-Room Gable House. Cost $325
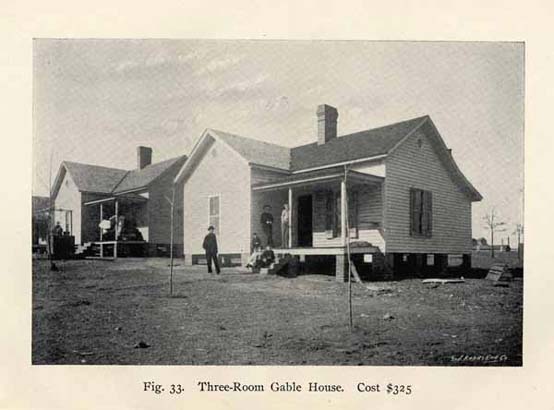
Fig. 33. Three-Room Gable House. Cost $325
Page 117
price, plenty of room should be allotted to operatives houses. In fact the ability to get this room should be one important deciding factor in locating a plant. It is well to have half an acre for each house. If they stand in rows or streets, they should not be less than 75 to 100 feet from centre to centre. A half acre lot is just about the right size for the average lot. Most families have scant time to devote to gardening, because so many members of the family are occupied in the mill. Therefore a larger lot would be apt to be neglected. At the same time, it is well to encourage the planting of vegetables and flower gardens, as being conducive to general contentment among the operatives themselves, and as being an advantage to the mill company in making a cleanly and attractive property.
The whole matter of providing attractive and comfortable habitations for cotton mill operatives in the South may be summarized in the statement that they are essentially a rural people. They have been accustomed to farm life, where there is plenty of room. While their condition is in most cases decidedly bettered by going to the factory, the old instincts cling to them. The ideal arrangement is to preserve the general conditions of rural life and add some of the comforts of city life.
Failure to recognize this general principle has in at least one instance (known to the author) contributed to the utter failure of a large cotton mill located in a large seaport city. Operatives from country mills would be induced to go there, and would be subjected to the routine of strictly city life, which they could not learn to like. The result was that all good operatives (who could obtain work in their old districts) would leave, and the mill with strictly city environments was left with only the least competent operatives.
Sanitary Conditions.
The sanitary condition of a mill village is very important. This must in all cases be looked after by the officers of the mill company. This is generally in the hands of the superintendent under direction of the president.
Page 118
In most cases there are no water closets but only privies in the back yard. The mill company should in all cases make a permanent arrangement to have these kept well cleaned and the ground sprinkled with lime at least twice a week. While some of the families might attend to this, themselves, there are many families in which there is no one to attend to such matters. Separate families usually have no facilities for such work. The mill company can make a good and cheap arrangement to care for the cleanliness of the privies much better than the operatives can.
Arrangements should be made to inspect at regular intervals the operatives houses and yards. These are generally very well kept but sometimes one family would be careless, and the rest of the village would suffer if an inspector did not correct isolated faults.
The mill companies formerly did not charge rent for houses, but this is changing. The State of South Carolina recently passed a law prohibiting the employment of factory operatives over 11 hours per day. Before this law went into effect, the mill companies did not charge rent on operatives houses. Now, however, they charge 75 cents per month per room, and in some cases $1.00. In some cases the charge is 20 cents per room per week. Kitchens and unfinished shed rooms are usually rated as half rooms.
The following set of specifications is submitted to show about the kind of house recommended. This is not submitted as a perfect model, and might not suit some localities. It may serve as a guide in making specifications to suit individual ideas.
Specifications for 4-Room Mill Tenement Houses.
The contractor is to furnish all material and do the construction work as per specifications below, in accordance with plans to be furnished, under the direction and subject to the approval of the President of the Company and of the Engineers of the Company or their authorized representatives.
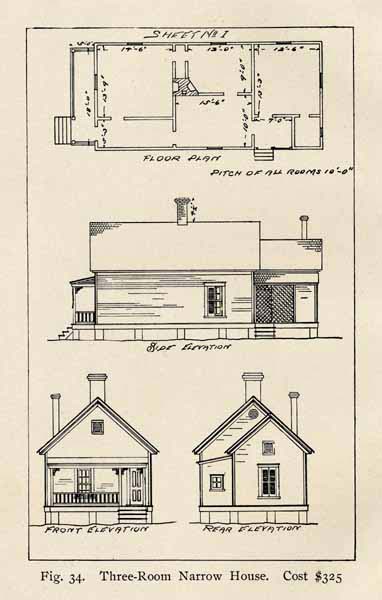
Fig. 34. Three-Room Narrow House. Cost $325
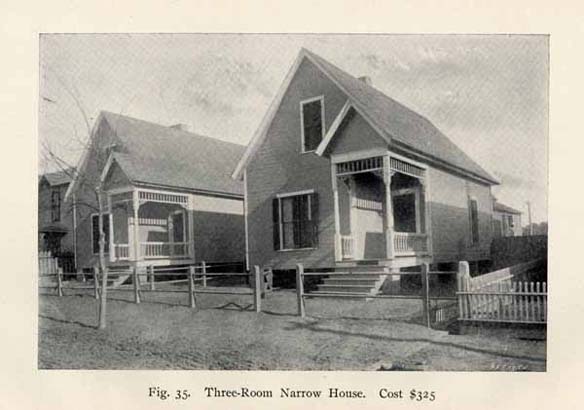
Fig. 35. Three-Room Narrow House. Cost $325
Page 119
The following is a list of the work the contractor is to do.
(1.) Build . . . . houses of four rooms each with pantry and halls as per plans attached, which are a part of the specifications under this contract. Build one small outside closet for each house.
(2.) All sills of houses to be set on brick pillars; pillars to be not more than 8 feet centre to centre. The foundation of pillars to be not less than 10" below surface of ground, and more if nature of soil requires. The lowest pillar to be not less than 24" above surface of ground. The pillars at all corners of house to be three brick square and those intermediate to be two brick square.
(3.) All sills of houses to be 6"x8" good sound lumber. Corner posts to be 4"x6". Door posts, window posts and chimney posts to be 4"x4". Braces 2"x4" and to extend to within 2" of top of corner posts. Plates, studs and rafters 2"x4". Sleepers of floors to be 2"x8", and joist overhead 2"x5". One row of bridging to each room for sleepers and joists.
(4.) Window sills 2" thick, and window, door and corner stiles 1½" thick and to show 5" face. Window and door cappings on outside to have a weather drip on top 1" thick and overhanging 1", to be beveled and rabbeted.
(5.) Boxing on gables and under eaves to be 10" and finished with suitable moulding. Frieze boards to extend 10" below boxing. All roofs covered with good sound sawed pine shingles.
(6.) Weatherboarding to be ¾" thick and show 5¼", to be of novelty pattern which will be selected by the President of the Company.
(7.) Flooring, tongue and grooved, 1" thick and not more than 4" wide.
(8.) Wainscoating to be placed in front hall and kitchen, and to be of tongue and grooved ceiling not more than 4" wide, with beads and suitable capping.
(9.) Washboards 1"x10" (including moulding) to be placed around all walls in houses.
(10.) All window and door facing inside to be 4" wide
Page 120
and furnished with band moulding. The doors in house except front and closet doors to be 2'-8"x6'-3" and 1¾" thick, O. G. with 4 panels. Front doors to be 3'x7' and to have neat glass panels, which will be selected by the President of the Company. Closet doors to be 2'x6'. O. G. 1¼" thick with 4 panels. Large doors to be hung with not less than 3½" butt hinges and furnished with good knobs and locks with brass or wrought iron keys. Closet doors to be hung with not less than 3" butt hinges and furnished with good locks and good keys. Closet walls to be lathed and plastered same as room walls. Closets to contain shelves.
(11.) All windows except that in pantry to have good substantial frame of sufficient size to hold two sash of six 10"x14" lights each, and are to be furnished with a suitable catch to lock and hold sash.
(12.) All interior walls, except those of rear hall to be plastered, with three coat work, including skim coat. Picture moulding to be placed around top of walls.
(13.) Two fire places are to be built in houses, as shown on plans, each to have neat and substantial mantle. Chimneys to be built of brick on a good solid foundation. Fire places to be 3' wide at front and 30" wide at back; 30" high and 14" deep, and flues to be of sufficient size to give a good draft. Hearths to be laid with hard burnt brick and 13" wide from jams or face of chimney. Chimneys to extend at least 4½" above comb of roof. All chimney flues to be cleaned down and plastered inside
(14.) Piazza to be built in front of house as shown on drawing, sills to be 4"x6" set on brick pillars not more than 8" apart from centre to centre, and are to be two brick square. Sleepers 2"x8" joist 2"x4", width of porch to be 5 feet, and to be covered with beaded ceiling and then shingled same as house roof. Flooring to be the same as in house. Porch roof to be plain shed roof with pitch enough to give good drain. Pitch of main roof on
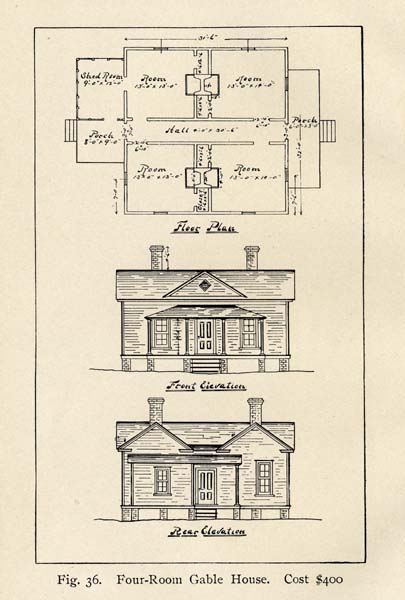
Fig. 36. Four-Room Gable House. Cost $400
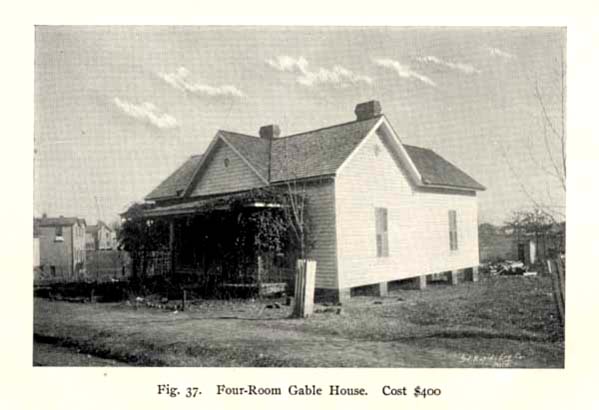
Fig. 37. Four-Room Gable House. Cost $400
Page 121
house to be about 40 degrees or one foot lower than a square. Porch column to be 4" x 4" with central portion turned to some neat pattern, and brackets of suitable design placed on each side of columns at top. Back porch is to be latticed as shown on drawing. Steps of sufficient height and width are to be placed at front and back porches.
(15.) Lumber to be good second grade, not absolutely free from knots but no large or loose knots, and no piece wholly knotty.
(16.) Studs to be not more than 20" centers. Sleepers and joists to be not more than 24" centers. Blinds to be placed on all windows. They are to be two piece blinds with adjustable shutters, and are to be hung with substantial catch hinges, and to have catches on inside.
(17.) Houses to be painted with two coats paint on outside, including steps and all exposed wood, except shingle roof. Also two coats inside on all exposed wood surfaces. All paint used to be of good quality. The houses may be painted with two or three different colors; the colors and trimmings to be selected by the President or his representative.
(18.) The contractor is to take the ground as it is, and deliver a turn key job, following the specifications and also the drawings attached. The intention is that the contractor shall make a complete job. If any details are omitted in this writing, the contractor shall furnish such details nevertheless without extra charge. All work to be done in a substantial and workmanlike manner.
Page 122
CHAPTER X.
Power.
The power generally used to operate a cotton mill is either steam or water. In some industries gas is beginning to be used to a considerable extent, and it looks as if gas engines might come in at an early date as a competitor of the steam engine and the water wheel. It has already done so in the natural gas region. Engines of considerable dimensions are now being built to run with gasoline, ordinary illuminating gas, or producer gas made for the purpose. There is an impression in the minds of many people that electricity is one of the sources of power for operating machinery. This is not true, and wherever electricity is used it only serves the purpose of transmission in the same manner as shafts and belts. The electricity is always generated by steam, water, gas or in a few cases by wind or other forces. The question is often asked "Which is cheaper steam or water power." In very general terms, and for the commercial reader who is not interested in details, the cost of power is about as given below:
Cost of Steam Power.
| 400 H. P. 11 hours per day. | |
| Corliss Compound condensing Engine, Cost per H. P. per Year | $12.50 |
| 400 H. P. 11 Hours per day Single Cylinder: Corliss Engine Condensing | 15.00 |
| 400 H. P. 11 Hours per day, Single Cylinder: Corliss Non-Condensing | 17.50 |
Cost of Water Power.
| 400 H. P. Water--low cost development, not seriously troubled with droughts or floods | 7.50 |
| Same with more expensive development and less regularity | 15.00 |
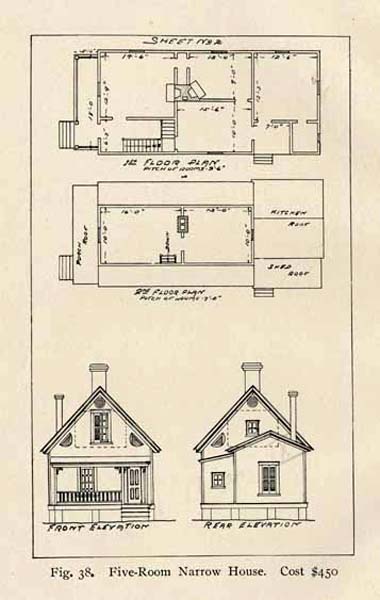
Fig. 38. Five-Room Narrow House. Cost $450
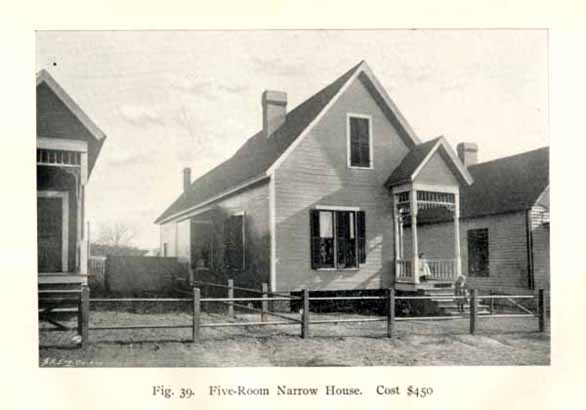
Fig. 39. Five-Room Narrow House. Cost $450
Page 123
| Same with still more expensive development and less regularity | 25.00 |
| Same under expensive development and much floods or droughts, or both | 100.00 |
All these conditions are found in practice, both as to steam and water.
These figures in all cases, of course, are average estimates. Better or worse results are frequently obtained. The price of fuel is an important factor in influencing the ultimate cost of a horse power by steam and also by gas.
Where natural gas is obtainable at 25c. per thousand or less, the gas engine has been found so economical as to be extensively adopted, and it is growing in favor.
Considering water powers in connection with electric transmission, the first cost of the transmission might be in an average case $100 per horse power. The interest on the above would make the operating expense of this part $5.00 per horse power. Assuming the cost of repairs and attendance to be $2.00 per horse power and the cost of water power itself to be only $5.00 per horse power, we would have a total of $12.00 per horse power, or very little less than the minimum cost of steam power. Thus it is seen that a good water power with a transmission plant is about the equivalent of a good coal mine and a first class steam engine.
There are various other factors, the changing values of which might bring infinite changes in these comparative results.
Water Required for Steam Plants.
The amount of water required to make steam for engines differs with the type of engine and its size. For a compound condensing Corliss engine of 400 horse power, it is 14 to 18 pounds per horse power per hour, or say 13 gals. per minute for 400 horse power. For a single cylinder condensing engine, it is about 20 per cent. more; for a single cylinder non-condensing engine it is about 50 per cent. more than a compound condensing, or say 20 gals. per minute for 400 horse power. But the amount of water required to make the steam in the case of the condensing
Page 124
engine is but a small amount of the total. It is only stated above as a measure of the relative economy of the various types of engines. Condensing engines require water for condensing the exhaust steam. The amount of it depends upon the temperature. At such temperatures as are usually found in running streams, the water required is about one gallon per horse power per minute. Many mills, finding it difficult to obtain as much water as is indicated above, have recourse to large ponds, into which the water is discharged after having been used for condensation. It is pumped out of the pond and used over and over. The evaporation from the surface of the pond cools the water to some extent, thus making a considerable fuel economy by condensing, but not quite so much as with cooler water. Another device for saving water for condensing purposes is the cooling tower, which is provided with a large blower to deliver air at the bottom of tower into a descending shower of water pumped in at the top. This is a very good arrangement where the power to be developed is large, and the water supply small. The water required with this system is but little more than is required to make the actual steam. On this basis, a 400 horse power compound condensing engine would require from 15 to 25 gallons of water per minute. But it is always well to provide for ample water supply, always somewhat in excess of the above figures which are fair averages for good conditions all around, without allowance for bad management.
Fuel Required for Steam Plants.
The fuel required to operate a steam plant varies somewhat with the kind of boilers employed, but varies to a much greater extent with the kind of engine. With usual standard boilers, the fuel consumption varies about as the amount of water required to make steam for the engine. Under good average conditions the amount of coal consumed per horse power per hour for 400 horse power is about as follows:
| Compound Condensing | 1¾ lbs. |
| Single Cylinder Condensing | 2¼ lbs. |

Fig. 40. Six-Room Narrow House. Cost $600
Page 125
| Single Cylinder Non-Condensing | 3 lbs. |
Expressed as total tons of coal per day of 11 hours for 400 horse power, it would be about as follows:
| Compound Condensing | 4 tons. |
| Single Cylinder Condensing | 5 tons. |
| Single Cylinder Non-Condensing | 6½ tons. |
Steam economy is affected by so many conditions, that the above estimate must be taken only as a suggestion as to what is actually possible in good practice. In some cases, the water and fuel consumption might be found less than that given; and in many cases it would be found more. Smaller engines show less economy and larger ones slightly more.
Relative Value Coal and Wood.
The relative value of coal and wood is variable.
With good wood and bad coal, one cord of wood might be equal in value to one ton of coal. With good coal and bad wood, it might require four cords of wood to be equal in value to 1 ton of coal. As an average, it is generally considered that two cords of wood equals one ton of coal. About 1½ cords of long leaf Carolina pine is equal in value to 1 ton of Pocahontas coal. This is a comparison of the very best wood with an excellent coal.
Transmission of Power.
The cost of shafting, hangers, pulleys and belts to mechanically transmit power from the source in the same building is for a cotton mill $15 to $25 per horse power. Under the same conditions, the cost of electric apparatus to transmit the power (practically without shafting, &c.) is about double the above. There is usually no advantage in this. The advantage in electrical transmission is when the source of power is at some distance from the mill, or is for some reason inacessible.
It is claimed that there is a saving in electrical transmission even in the same building, owing to the reduction of friction due to displacing the shafting. But in a cotton mill, this claim has not been demonstrated. But there are other cases, as in some machine shops, where electric transmission makes a great saving.
Page 126
The first cost of plant for electrical transmission is about as follows:
For near by transmission (¼ to 4 miles) where ordinary direct currents can be used
| Generators | 10.00 |
| Motors | 10.00 |
| Wire Switches, &c | 10.00 |
| Total, about | 30.00 per H. P. |
From one to five miles, with alternating currents, generators of 1,000 to 2,000 volts, and with transformers at the delivery end, to reduce current for use on low pressure motors, the first cost is about $50.00 per horse power.
For long distance transmission, 5 to 40 miles, with generators for ordinary pressures, step up transformers, step down transformers, and all pole lines, wires and appliances the first cost is $75 to $100 per horse power.
There seems to be a growing business in the development of cheap and extensive water powers for the purpose of electrically transmitting the power to cities to sell at so much per horse power per year. When new industries can be promoted in the cities, to use this power, their plants may be built with special reference to using this source of power. That is, no steam plant would be provided, and but little shafting. If the transmitted power to be supplied is reliable and cheap, then it is a logical thing to use it under these conditions. But where there are established industries on a paying basis, equipped with good steam plants, it requires considerable inducement on the part of the transmission companies to cause the owners of such established plants, to abandon steam and use the new power.
Proposition to Furnish Electric Power.
The author knows of one case in which transmitted power was offered to a cotton mill using about 400 horse power of steam, running day and night. The cost of steam power to this mill, day and night was $30 per horse
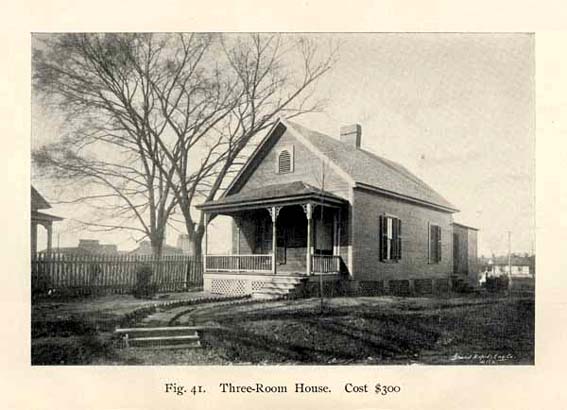
Fig. 41. Three-Room House. Cost $300
Page 127
power per year. The transmission company proposed that the mill should buy the electric motors and install them at the mill's expense, and pay for the power $25 per horse power per year. This was rejected and a counter proposition made as follows:
The transmission company must do the following:
- 1. Furnish all motors. (See item 7.)
- 2. Install the motors and other apparatus and make the change from the old to the new system without shutting down the mill.
- 3. Make the installation in such a way that the old steam plant may be re-connected at a moment's notice.
- 4. Supply current with regularity.
- 5. Guarantee a saving in power of 20 per cent.
- 6. Make no charge for power at such times as the mill is not running.
- 7. Sell the motors and installation to the mill at not more than $20 per horse power, and take pay for it in 5 yearly installments with an interest charge of 6 per cent. per annum on average dates.
- 8. The charge for power is to be $15 per horse power per year for day service and $10 for night service, or $25 for day and night.
The apparently exacting nature of this proposition shows how entirely satisfactory it is possible to make a steam plant; and how difficult it will be for any sort of transmitted power to displace steam in large installations.
The greatest value of electrically transmitted power is in its distribution and use in small units. A cotton mill where a satisfactory steam plant is already installed presents the most adverse condition for the economical use of water power transmitted by electricity. In new mills, and wherever power is used in small units, electrical transmission becomes economical and valuable.
Page 128
CHAPTER XI.
Sale of Products.
Nearly all cotton mill products in the United States are sold through commission houses. They take orders for cloth and yarn and transmit them to the mills. They look after the sale and delivery and the collection of the money. For this service the mills usually pay a commission of 5 per cent. on yarn and fancy cloth, (including ginghams and the like), and 4 per cent. on white or "gray" cloth. This charge includes the guaranteeing of the account by the commission house, and also any charges for insurance and storage.
But there are usually some other charges such as 2 per cent. for cash in 10 days. Most goods are sold nominally on 60 days time; but the time is frequently extended by future datings and extra allowances.
The principal yarn market in the United States is Philadelphia, and the principal cloth market New York. There is some yarn sold in New York, Boston, Providence and other points, but the yarn commission merchants are more numerous in Philadelphia than elsewhere. Both the New York and the Philadelphia houses sometimes have branches in Chicago, St. Louis and Cincinnati. There are also some independent commission houses in these cities, handling mostly cloth.
The yarns which go to Philadelphia, New York, Providence and Boston are sold to weavers who do no spinning. Many of these weavers use a great variety of yarns, and it would never pay them to spin. Some of them use cotton warps and wool fillings. In many cases, several different kinds of yarns will be used in the same cloth. Much yarn is also consumed in making lace curtains.
Products can always be consigned to commission men, and drafts of 75 to 90 per cent. of the value made against them. But this custom almost always results unsatisfactory to the mill.
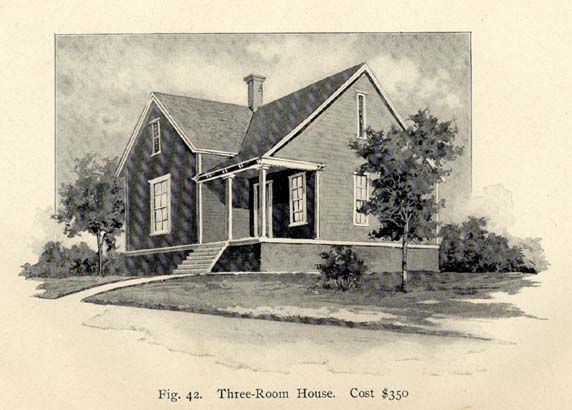
Fig. 42. Three-Room House. Cost $350
Page 129
The dry goods commission business has been a very prosperous one where well managed. Some of the important commission houses of New York have become rich enough to become the controlling factors in some of the largest banks there. Thus situated, they would rather advance money on consigned goods than not. In doing this, their banking interests are served, as well as their own business of selling goods on commission. In the transaction there may be a profit in borrowing money at 3 per cent from the bank, and charging the manufacturer at the rate of 6 per cent.
Some mills open an office in New York and sell direct. Some employ salaried men to sell goods direct to jobbers in certain territory or all over the country.
Most of the goods manufactured in the South are handled through commission houses and these have been of great advantage to many mills indeed to most of them. It requires constant care, however, and not infrequently a change of agents to get full prices and prompt sales. The mill man ought to make periodic visits to New York and look over the markets for himself to check up his accounts and the situation with his agents.
Commission houses rarely expose to the mills the names of the customers, except when there is a complaint, a reclamation or a cancellation of an order. In such cases, the commission houses generally claim that the mill should accept the cancellation, or allow the claim if it has to be made. Some commission houses claim that they often pay reclamations rather than raise questions with the mills they represent.
Commission houses are generally very accommodating about advancing money to mills on goods. Indeed many of them are altogether too accommodating about holding goods and advancing money on them. Many a mill has been broken by the accumulation of goods in the hands of commission houses with advances made upon them, till the interest account, and the hampered conditions would absorb the best of the mill's assets.
It is common for mills, especially in the South, to allow
Page 130
freight charges from the mill to the general market in which the goods are sold. This is sometimes extended to require freight allowances on goods to destination, wherever sold in this country.
A good commission house is a very excellent institution, and these are great helps to the mills. They not only dispose of the mills products, but help in such financeering as the mill needs, and in many ways are advantageous to the mill.
There are many abuses in the commission business, however, which ought to be eliminated.
Sometimes a commission house will get the lowest possible limit of price from a mill, and then buy the goods and resell them at a higher price.
Sometimes option prices will be obtained from a distant mill; if goods go up, the order is sent in at the option price, and sold at a higher price.
Countermands to please customers are too often allowed by commission houses.
Most of the commission houses are free from flagrant abuses, such as above cited, but the few who are guilty make trouble for both the mills and the square dealing houses.
Great care should be exercised in the selection of a commission house, and having found a good one, it is well to stay with it. But equally great care should be exercised not to stay with a doubtful commission house too long.
No rule can be given as to selection of a commission house. Nothing but business judgment can be of value in appointing an agent, or in changing them.
When a mill deals for a long time with one commission house, the kind of goods that a mill can make, gradually becomes well known, without any special system of information. But each mill should have a system of keeping all interested parties fully informed about the kind of goods that it is possible for it to make without expensive changes in equipment. This would save considerable correspondence and would put a commission house or other customers of the mill in a position to telegraph
Fig. 43. Water Power at High Shoals.
Page 131
orders or inquiries with a certainty that the goods can be easily made. For this purpose, the following forms are submitted as models for printing on postal or other cards, to send to customers or other interested parties. These cards are shown as filled out with imaginary data from a cloth mill and a yarn mill.
Form T. CLOTH CARD.
We are equipped with looms and supplies for the manufacture of the following kinds of cloth: Warp Threads per inch: . . . . 44, 48, 52, 56, 60, 64, . . . .
Filling Threads per inch: .... 44, 46, 48, 50, 52, 54, 56, 58, 60 . . . .
Width of Cloth: . . . . up to 40 inches . . . .
Harness: . . . . No goods can be made with more than 4 harness . . . .
Colors: . . . . Nothing but undyed goods . . . .
Weights of Goods: . . . . Any weight containing yarn ranging from number 18 to number 28 . . . .
Looms now running on. . . . . 64x44, 28 inch 5 yd. cloth. . . . .
Page 132
Form V. YARN CARD.
We are equipped with machinery and supplies for the prompt production of the following yarns: .... single or two to four ply yarn numbers 16 to 28.
Put up . . . . in chain warps, up to 2250 ends, any length, ball warps and skeins.
Colors . . . . No dyeing . . . .
Mill is now running on . . . . mostly 2 ply 26 . . . .
The cost of selling goods in the United States is high as compared with England and Continental Europe.
In England, cotton mill products are sold on commercial exchanges. In Manchester, there is a large exchange building. The manufacturers and brokers meet in this building each day, but more especially on Tuesdays and Fridays. Here, sales are made through brokers at 1½ per cent. commission without any discounts, freight allowances or other extra charges.
An attempt was made to have such an arrangement in Philadelphia. The Philadelphia Bourse was built for the purpose of serving as an exchange of commercial products. The plan is a very good one and it is hoped it will become popular and be generally used.
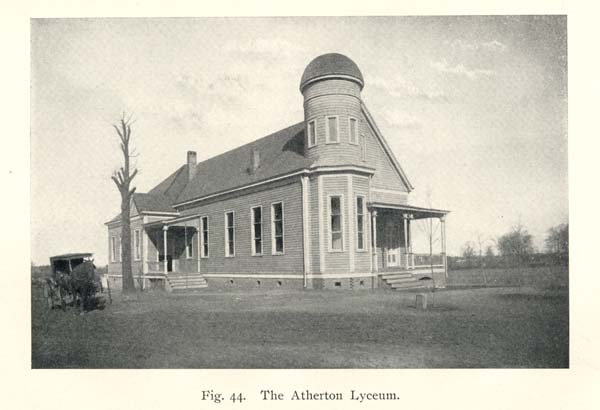
Fig. 44. The Atherton Lyceum.
Page 133
CHAPTER XII.
Textile Education.
It seems almost incredible that until within a few years, there should have been in the United States no school or other means of instruction in the textile arts. This statement is especially emphasized in view of the two facts, viz: (1) That this country is and has been the chiefest one of the world in the production of cotton, one of the most extensively used of all textile fabrics; and (2) that in the cotton producing regions of the United States, there is now a scarcity of suitable occupation for a large class of people who, with knowledge and skill, could find profitable employment in cotton manufacture.
In other fields of development, the United States have not been behind hand in providing schools for the development of the necessary knowledge and skill relating to special features of industrial development. As early as 1820, a special school was founded at Troy, New York, by one of the Van Rensselaers, to interest and train boys in civil engineering. This school has had a vast influence in the development of the American railway system. It was also the most important factor in the development of bridge construction in this country. In both these fields this country has for a long time led the rest of the world. While continental railway systems have developed along lines laid down in England, the American system has always been entirely original and is now surpassing all other systems in popularity the world over. The American superiority exhibits itself, not alone in the character of its methods, but also in the extent of its development at home of more miles of railway than any other country, and perhaps greater than that of the rest of the world all together.
As the demand for technical graduates in the railway service and in bridge construction increased, more schools were established, until to-day the market is rather overstocked with men who are fully equipped with all the
Page 134
knowledge and skill to meet every possible demand for railway and bridge work.
Some thirty years ago the subject of metallurgical education and training began to receive proper attention. Before that time, pig iron, wrought iron and steel were only made in this country under the protection of heavy import duties. When the schools began to furnish men well educated and well trained, the tide began at once to turn, and to-day the conditions are so far reversed that we export both pig iron and steel. The only protection we need in metallurgical arts is the provision for shipping facilities to send iron and steel to foreign countries.
The subject of special education has probably received fuller attention in Germany than in any other country. There has been developed there a system of chemical schools, textile schools, and other technical schools which have had a marked influence on the progress and commercial importance of the German Empire. By means of these schools and the creation and support of a fine merchant marine service, England has been brought to make several investigations into the causes which led to the supplanting of English goods in many foreign markets by other goods bearing the mark "Made in Germany." In every case the English commissions sent out to investigate this subject have reported that the foundation of Germany's success lay in her system of special schools, in which men were educated and trained to embark in special lines of manufacture, equipped with the fullest knowledge and the best skill possible to obtain; that in the preparation and use of dyestuffs, and in all the measurements and calculations relating to the production of fabrics of uniform quality and color, and in systems of instruction and training, the Germans had made wonderful progress.
After finding what progress was being made on the Continent, in the matter of Textile Education, the English took the subject in hand and in many English textile centres vast sums have been spent in the establishment and maintenance of textile schools. Manchester has one of these, the cost of which has already exceeded a million dollars. The disposition of the Manchester people is to
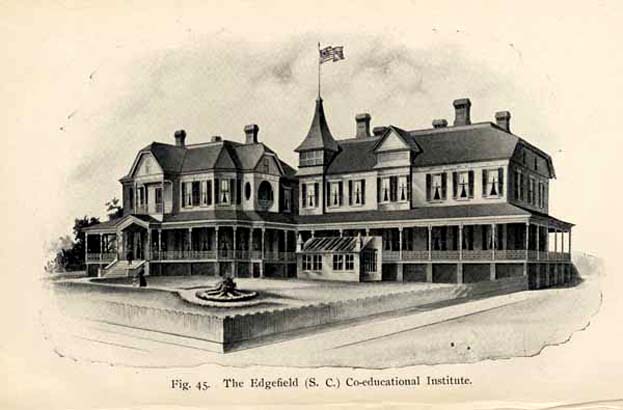
Fig. 45. The Edgefield (S. C.) Co-educational Institute.
Page 135
spare no cost that will tend to make this school the finest possible.
The first textile school of importance in this country was founded at Philadelphia some years ago. Its usefulness is now rapidly growing, and there is every promise that it will be brought to the perfection of some of the European schools at an early day. It is a very excellent school already. Schools have also been established at other places in this country as follows: Lowell, Mass., Clemson, South Carolina; New Bedford, Mass.; Atlanta, Ga.; Raleigh, N.C.
A technical education should consist of three parts:
- 1. A good general education.
- 2. Special study of the special subject.
- 3. Special training in the special subject.
The manufacture of cotton is, in many senses, an art, just as music is an art. Using the musician's art for comparison, it will be found that a good musician is made as follows:
- 1. He first gets a good general education.
- 2. He gains knowledge by special and hard study of the musical science.
- 3. He gains skill by long and arduous practice.
So in the textile art, the plan of preparation should be:
- 1. Get a good general education.
- 2. Do special and hard study in the principles involved in making cloth.
- 3. Continue in long and arduous practice with textile machinery.
A technical graduate is no more fit to take charge of a cotton mill or any of its departments, without having had a long term of practical work as an apprentice, than a musical student would be fit to attempt to give a concert, after a full study of the science of music, not having had any practice. A person's value in any art is in proportion to the results he can produce. Take the musical art again for comparison. Two musicians, one of whom had studied music much, but has had no practice, while the other having never studied but having practiced much and learned
Page 136
to play well by ear are in point. The latter would be the better one of the two to entertain a company with some examples of his art. However much more the technical student knew about the theory of music, his inability to play at all makes him useless for the practical display of his art. On the other hand, take a third person who had studied much and had also practiced much. Such a person would certainly lead either of the others, being the only one of the three with a rounded musical education.
As in music, so in the manufacture of cotton, the practical man without any special education has a good measure of value. The technical man without any practice is almost useless. The man who has both education and skill is destined to be the master. The youth who intends to go into textile pursuits should have a course of study and training in which a full and rounded education would be obtained. Below will be found the skeleton of two such courses; one intended for the youth who can spare less time and money in getting education, the other for the youth who can spare more time and money.
As some knowledge and skill in the machine business is one of the requisites in any kind of manufacturing, therefore, some special time devoted to that work is incorporated into both courses. Even if this is carried no further than to learn to run, with decent skill, a lathe, drill press, and planer, such training will be of great service. Manufacturing in these modern times is almost entirely a matter of work done by machines. The master of an industry must be fully competent in two directions, viz: (1) he must be able to understand the machines which do the different manufacturing operations and have the necessary skill to keep them in order and properly adjusted, or to direct the doing of these things; (2) he must know his raw materials and their characteristics, and understand the process of manufacture. On the basis of these ideas, the courses of study hereafter suggested have been formulated:
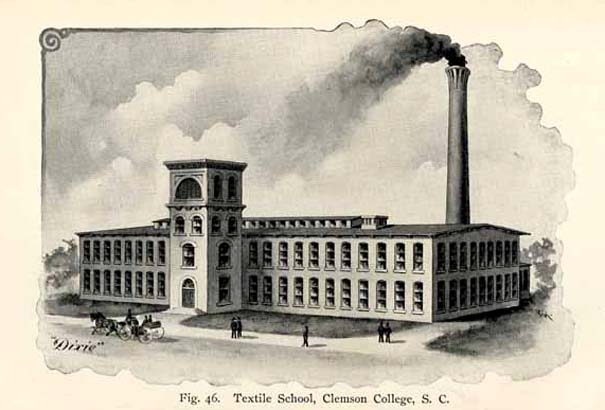
Fig. 46. Textile School, Clemson College, S. C.
Page 137
SHORT COURSE.
Up to 15 years of age.
General education in any of the ordinary schools in all parts of the country.
15 to 16 years of age:
Apprentice in a machine shop to acquire knowledge and practice in that business.
16 to 13 years of age:
In a textile school to extend his general knowledge and to study textiles specially.
18 to 19 years of age:
Apprentice in a cotton mill to become familiar with and to acquire skill in the process, and also a knowledge of special machinery used there.
LONG OR FULL COURSE.
Up to 16 years of age, get a general education.
16 to 17 years of age, work in a machine shop.
17 to 21 years of age, study at a college and textile school.
21 to 22 years of age, go in the mill as an apprentice for practice in the business.
At the end of each of these courses, the future of the young man will depend upon his own talents, energies, and judgment.
The education of the Southern cotton planter's son before the abolition of slavery was a wonderfully good one for qualifying him to conduct a plantation. He grew up on the plantation, he absorbed many of the very best features of a special education, relating to cotton planting. By contact he acquired an intimate knowledge of the labor, the mules, the horses and the other live stock. He gained a knowledge of the minute details of every phase of cotton planting, and of its gathering and preparation for market. He added to these a few years course in college, and as a perfectly fresh graduate, he was enabled to take charge of the plantation and to conduct it with practical success. The strengthening value of this kind of education, combining practical training as well as college training was exhibited in the success of the Southern
Page 138
statesmen in sustaining the dying institution of slavery for an unusually long time, in the face of the adverse influence of civilization. The same combination of study and practice, applied now to the manufacture of cotton in harmony with the course of civilization, would undoubtedly produce wonderful results.
Two and three generations ago the people of this country possessed a valuable inherited training in the production of fabrics. The grandmothers of most of us could spin and weave, and many of them could make fine goods. Perhaps the finest fabrics yet made are those made in the East, where the yarn is spun by hand on a simple wheel and the cloth woven on a loom that would hardly be regarded in this country as a machine at all. Some Eastern shawls, it is said, are made so fine that one of them 12 feet square may be drawn through a finger ring.
Reflecting upon the simplicity of those Eastern people, it becomes apparent that they have preserved a knowledge and kept themselves in a training that our people in this western hemisphere have largely lost because of dependence on machinery. But we have about reached the limit of what machines can be made to do, without more intelligent attendance. With an increasing understanding, however, of the principles of spinning and weaving, the limits of what machines may be made to do is well nigh infinite.
In the early days of the development of manufactures in the United States, the processes in the various industries were, as a rule, simple, and the practical man without education was the ruling factor. In this period everybody boasted of being "self made." Nothing was so creditable as to have begun life on the tow-path of a canal.
This proved to our ancestors that a man was practical, and gave him a value for usefulness over the man who had only such a general education as was common to educated people of that time.
But as the manufacturing interests developed, plants and operations became more complicated. Increasing complications began to demand knowledge, as well as
Fig. 47. Textile School, A. and M. College, N. C.
Page 139
skill. Then there came a period in which the technical graduate, without practical training, and the practical man without education, each handicapped about equally, controverted as to each other's merits, while each was doing his part towards keeping our manufacturing interests going forward.
But now all this is changed. The man having both education and training has supplanted all others. The author well remembers, in the Bessemer steel business, a so-called practical man used to make the mixture of pig iron to make steel. He would break a "pig" from this pile of iron, another from that, and another and another. He would look at them all wisely and say: "Make a mixture, half out of this pile, one quarter out of that, and one quarter out of that," designating the piles. Sometimes these mixtures would make fair steel, sometimes very poor steel and sometimes the resulting metal could not be used at all.
After awhile the company fitted up a laboratory and hired a chemist. Great was the contempt of the practical men. And it might be admitted that, in those early days, the chemist seemed to make about as many mistakes as the old fashioned mixer made. It was about like a fight between the old volunteer fire department with the hand engine and the department with the steam fire engine. The sympathies and sentiments of many were all with the old order of things. But the new order was bound to come.
Nowadays every steel plant has a specially equipped laboratory, physical and chemical, operated by men who have been through the college and through the mill. These men can make soft steel or hard steel; in fact, a hundred different kinds of steel, as they may will. The output has increased, cost has decreased, and machinery has been so improved that the iron and steel industry, formerly requiring heavy protective duties, is now fighting for new trade in the open markets of the world. And it comes to pass also that we have about lost sight of the "self made" man, as well as of the awkward technical graduate.
Page 140
A proper system of textile education will bring the manufacture of cotton to the same advantageous condition in this country as has been reached in the manufacture of steel. It would be well for all the public schools in the spinning and weaving districts to have an equipment of hand appliances, spinning wheels, looms, etc., and give some elementary instructions in the first principles of spinning and weaving. This would have a tendency to develop natural tastes and show to the pupils themselves who amongst them had and who had not any natural talents for the further prosecution of study and practice in the textile arts.
While a conviction has been growing among the people that a technical education is valuable, yet there have been many disappointments as to results. This disappointment comes from two causes. Many young men still think that a college course is the whole of a technical education. This is a great mistake. A long term of practice is equally important. Others go to a college and take a course relating to one subject and then get employment in another line of work. Metallurgical course of study cannot possibly fit a man for the direction of textile manufacture.
The division of various departments of manufacturing are becoming more and more defined, and each now requires a special education in itself.
In the cotton producing States especially, this subject of textile education is one of most vital importance. It will make the difference between affluence and poverty. In the production of cotton, the competition is becoming very sharp. The margin for cutting the cost to keep ahead of India and Egypt has become exceedingly small. The certainty of continuing in control of the production of cotton by the United States lies in increasing our knowledge and skill in manufacture, and by this means increasing the quality and quantity of our manufactured cotton goods.
Textile schools should receive and teach young women as well as young men. It should be kept in mind that, in former times, women did well nigh all the spinning and
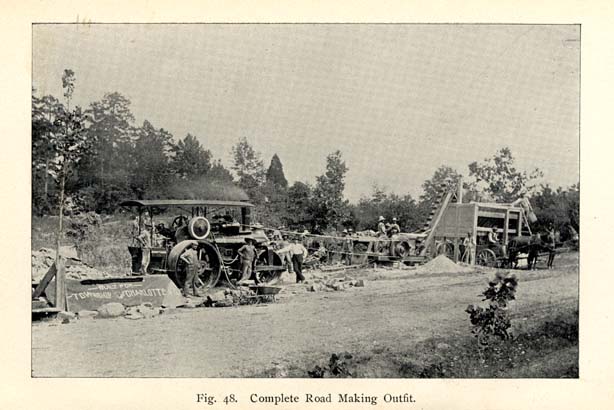
Fig. 48. Complete Road Making Outfit.
Page 141
weaving. In the cotton mills of the present day, probably more than than half the operatives are women and girls. In all departments of textile manufactures women have shown about as much skill and capacity as men. In making the finer goods there would come much occupation that would be suitable for women of education and refinement. For example, the designing of fancy patterns, such as appear in lace curtains and in the finer qualities of dress goods requires not only education and talent, but artistic tastes as well. There are many other channels in which the services of the better educated young men and women could be employed with dignity and profit to themselves and to manufacturers, if their education could be so directed as to incorporate a practical knowledge and skill in the textile art in its higher branches.
Page 142
CHAPTER XIII.
Road Building and Broad Tires.
The development of manufactures makes at once a population that becomes consumers of food stuffs and other country produce. This of course very much increases the uses made of public roads, and emphasizes the necessity of good roads. The improvement of roads is made more feasible and easy, because of increased taxes paid by the manufacturers and their operatives, much of which can be expended upon roads. Wherever manufactures are started, the question of good roads commences to receive fuller attention than ever before. Therefore, it seems proper to give a chapter on the subject of road building.
The question of good roads is not one of construction alone, but of development and maintenance as well. The first settlers of the various American States were unable to spend much money or labor on road-making, but had to be content with clearing away the forest from a strip of ground twenty or thirty feet wide, which they called a road. In sparsely-settled counties in some States to-day this simple method of opening a way through a forest, at a cost of from $20 to $100 per mile, may be a heavier burden upon the community than the construction of a line of railway in some other section at a cost of $20,000 per mile. Between these limits of expenditure discretion must be exercised as to the best kind of road that the amount and character of traffic will warrant.
Since most inhabitable places have become supplied with roads of some sort, questions of original construction will not arise as often as plans for improvement. Assuming that a given community has reached that condition of development where its traffic has become important in volume and value, while its roads have been growing impassable through bad usage--for this is generally the condition of things that excites interest in the road question--what is to be done? The question is too broad to permit
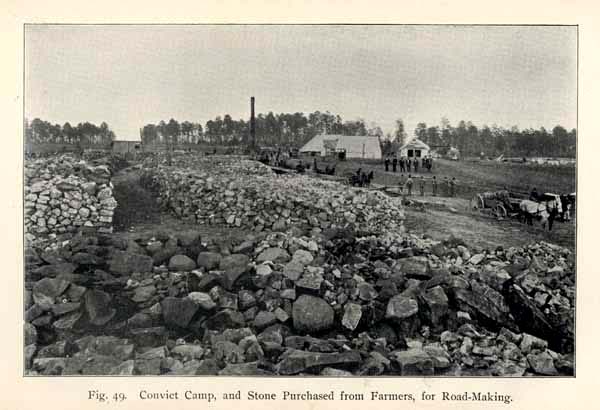
Fig. 49. Convict Camp, and Stone Purchased from Farmers, for Road-Making.
Page 143
any answer that will be generally applicable, so various are the conditions of topography, the materials available, the amount of road funds, the state of the roads to be improved and the character of the traffic.
Combination of Road and Vehicle.
It is important at the outset to realize that the highway alone does not afford a means of transportation, but the road and the vehicles combined constitute transportation facilities. Hence, in the construction of either a road or a vehicle, regard should be had for the effect of the one upon the other; neither should be made in such a way as to destroy the other. The sole of the human foot is broad enough to pack the soil into a hard, smooth surface, so that use, instead of destroying a foot-path, usually improves it. The old Indian trails, developed by this means alone, were, for the Indian, far better highways than the average modern roads for the people who travel upon them. Most of our roads have been cut up by narrow-tired wheels, which soon produce ruts, the bottoms of which are the most compact part of the road. In such ruts the wide tire wedges in between the sides, making the broad-tired wheel pull heavy. The narrow-tire, on the other hand, cuts most easily through the soft mud to the bottom, not wedging on the sides, and therefore pulls lightest. Consequently the mistaken conviction prevails in places that the narrow tire is the better one, though its easy pulling applies only on roads which have been cut up by the vehicle itself. But if broad tires had always been used, the point of contact of the vehicle with the road covering enough surface to make the vehicle pack the track it passed over, the result of usage might have been the constant improvement of the road. There are, of course, soils too soft to support tires of any practicable width, making necessary artificial road-beds.
Mecklenburg County Roads.
For the reason that the County of Mecklenburg in North Carolina, has, for some time, been engaged in solving the good roads problem, it may be of interest to recount briefly the history of her road building.
Page 144
About 18 years ago, the mayor of the city of Charlotte, N. C., the late Col. William Johnston, inaugurated a movement to have the streets, which up to that time had been clay roads, macadamized. The plan adopted was to have stone broken by hand and laid on the streets to a depth of six or eight inches, after making an equivalent excavation. With an expenditure of $25,000 about five miles of streets were put in fair condition. The work has been continued under successive administrations, with a continual improvement in methods, and the city now owns a well-equipped rock-crushing plant, the crushing of rock by hand having been abandoned.
As street-building in Charlotte progressed, the authorities of Mecklenburg county took up the problem of improving the highways outside of the city. The first important step was to secure from the State Legislature authority to levy a road tax of from 7 to 20 cents on each $100 worth of taxable property.
The next step in the history of the good roads movement here was to secure the passage, through the Legislature of the State, of a law authorizing the county commissioners to take charge of all convicts sentenced by the city and county courts, the punishment for many offenses being a fine or so many days' work on the public roads. It is thought that this is the best possible disposition that can be made of the convicts, as they are not then brought into direct competition with honest, free labor, while their work inures to the direct benefit of the public.
The Legislature of 1897 placed the road construction by convicts in the county, outside the city of Charlotte, in the hands of a commission created for that special purpose, known as the Mecklenburg "Road and Convict Commission." This commission consists of three persons, who have complete charge of the convict camps and the road building carried on by the county. The work of the commission does not interfere in any way with the work each township may be doing, the act creating the commission having only given it the same powers and duties as the county commissioners possessed under the original system.
The Legislature of 1899 abolished the Road Commission
Fig. 50. Finished Road.
Page 145
and put the road construction by the county again in charge of the County Commissioners.
To summarize all that the county is now doing in the way of building, reconstructing and repairing streets and roads, it will be found convenient to classify the work into three departments.
1. In the city of Charlotte, under the direction of the city council, the mayor, city engineer, and supervisor of the streets. The work is paid for out of the city treasury.
2. In the county at large, under the direction of the county commissioners, the county engineer, and the superintendent of the convict camp. All the proceeds of the county road-tax are disbursed by this board in reconstructing roads.
3. In each township, through its board of trustees, are expended for local work in road-repairing, the proceeds of the road-tax raised within the township.
The cost of a road outfit is about $5,000, and consists of a steam roller, crusher, bins, portable engine, road machine, and a screen made of boiler plate perforated to separate the crushed stones into three sizes. The city of Charlotte owns a road outfit, Charlotte township owns one, and the County Commissioners own two.
The stone is broken or crushed and separated by the screen into three sizes, the largest being about 1½ inches square. In practice, the coarser stone is laid on the bottom to depth of four inches; the second size is laid next, three inches thick, and the fine stuff is used for a top dressing of about two inches. Each of the three layers is rolled as laid.
Originally the county roads were constructed by rounding up the road bed, cutting drain ditches on either side, excavating the centre to a width of twelve feet--nine inches in depth, and then filling in the excavated portion with stone broken by hand on the road-bed. The system has now been developed until not only is the stone broken by steam power, but the roads are often re-located and
Page 146

Fig. 51.--Road with Macadam in Centre.
graded, becoming practically new roads. The above engraving shows a cross section of a road bed, as originally constructed.Experience, however, taught the road authorities that, when the roads were dry, the clay-bed was preferred by all drivers, and the location of the macadam in the middle of the road, left either side too narrow for vehicles. Hence, in attempting to use the clay bed, the wheels of one side of a vehicle were always in the drainage ditch, which ruined it. This experience led to the construction of the road bed, as shown in the next engraving, omitting the paved gutters except where absolutely necessary. On this road-bed, the macadam way can be used in the winter season, and the clay road in the summer. Besides the greater comfort of driving over the clay in summer, the macadam is protected from the unnecessary wear and tear of summer traffic.

Fig. 52.--Road with Macadam at One Side.
The result of the work outlined here has been to lift Charlotte out of the mud, and to make it a city of very clean streets and attractive appearance. In the county it has greatly increased the accessibility of markets to the farmers, besides furnishing attractive drives for the people of both city and country. All this has been brought about within a few years, without any appreciable burdens upon the people, in a section where, from time immemorial, the road-beds might have been compared to the tempering-pits of a brickyard.
But the advantages just enumerated do not tell the
Page 147
whole story. The stone used in macadamizing is mostly furnished by the farmers after they have finished cultivating their crops. The price paid to them is 40 cents per cubic yard. The stone is delivered by them and stacked up at convenient points on the road.
Convict Labor.
Working convicts on the roads is regarded with great favor. The reports of the road authorities show that the cost of feeding, clothing, and guarding convicts amounts to something like 25 cents per day for each convict. It has been found that, by buying provisions at wholesale, the convicts may be fed and guarded, while at work on the roads, at less cost than the county pays for their board with the county jailor.
In nine months of recent road building, ninety convicts moved 36,247 cubic yards of earth on the roads per month, crushed and placed four and one-third miles of macadam, twelve feet wide, besides building and repairing five bridges. The total cost of this work, including salaries, machinery account, and material was $14,076.52. The convict camp is moved three or four times a year. In summer, canvass tents are used. In winter, the sides of the barracks are boarded up, leaving the cover of canvas. A camp is located about midway in a stretch of four miles of road to be built. Thus the greatest distance to and from work for the convicts is about two miles. The average distance is about one mile. At present, it is regarded as more economical to have 50 to 60 convicts in a camp, as that number is all that is needed to manage one road-making outfit.
Cost of Road Building.
The macadam roads that were built in Mecklenburg 15 years ago cost between $2,700 and $4,000 per mile, according to the amount and kind of grading required. The roads now cost from $1,600 to $2,500 per mile, exclusive of bridges.
For a 12 feet wide macadam road with 9 inches thick metal, the cost is about as follows.
Page 148
| Cost of stone quarried or purchased from farmers or others, 1 cubic yard | .40 |
| Crushing | .20 |
| Hauling and Laying | .20 |
| Rolling | .10 |
| Ecavating Bed | 10 |
| Total | $1.00 |
This 1 cubic yard will make a lineal yard of road, 12 feet wide and 9" thick. Therefore the total cost of such a road well made, excepting only grading, would be per mile $1760.00. The grading might cost anything from one to two hundred dollars for ditching in a comparatively level country, up to sums ranging from 500 to 1,000 dollars per mile, in hilly or rolling country.
The average grading per mile in Mecklenburg county in a hilly country, at the foot of the mountains, would probably be about 500 dollars per mile. This average cost of grading would make the average mile of graded and macadamized road $2260.00. This is exclusive of bridges. For different widths and thicknesses the figures would run about as follows exclusive of grading and bridges:
| Thickness of Macadam. | Per Mile. Cost. 12 feet wide. | Per Mile. Cost. 9 feet wide. |
| 9 inches. | $1,760 | $1,350 |
| 8 inches. | 1,600 | 1,200 |
| 6 inches. | 1,250 | 950 |
| 4 inches. | 1,000 | 750 |
In New Jersey, considerable work is being done in building roads 9 feet wide and 8" thick, also some 9 feet wide and 6" thick, and some experimental roads even as light as 4" thick, where the wagon traffic is light and the bicycle traffic large.
Sand or good clay seems to make good foundations, provided the drainage is always good. With all vehicles
Page 149
provided with wide tries the 8" and 6" thick macadam seems to do as well as, or even better than than the 12" with narrow tires.
Cost of Roadmaking Outfit.
The cost of a roadmaking outfit has already been referred to. The following table may be found interesting to those who are thinking of embarking in the business of building better roads, as it includes all the machinery and equipment necessary for beginning the work as now carried on in Mecklenburg county:
| 1 20 H. P. Portable Boiler and Engine and 1 Stone Crusher--capacity per hour, 15 to 20 tons--1 Boiler Plate Screen and Elevator | $2,000.00 |
| 1 Horse Roller, Stone | 500.00 |
| 10 Mules | 1,250.00 |
| 5 Wagons | 250.00 |
| Tents and Camp Equipments | 500.00 |
| Blacksmith Outfit and other Small Tools and Harness | 3,000.00 |
| $7,500.00 |
In order to begin road building, however, it is not necessary to have a stone crushing plant. Much good macadam road has been made by cracking stone with hammers. Roads may be much improved without the expense of macadam. The important thing for any county is that a start should be made in road improvement by working a regular force all the time. This force may be convicts or free labor. If a beginning is once made, the people will be sure to increase the force, and to do more and more road building as time passes.
Mecklenburg Road Tax.
The present county road tax in Mecklenburg is 18 cents on $100 taxable property. This raises nearly $20
$100 taxable property. But some of the townships levy more than this; notably Steel Creek, Berryhill, and Providence, which levy 15 cents, and Paw Creek which levies 12½ cents. All the road funds of the townships are expended under the direction of the township trustees in improving the roads within their several territories. In addition to the $20,000 road fund raised in 1898 by the 18 cents tax, the county commissioners of Mecklenburg supplemented the fund about $13,000. This enabled them to spend nearly $34,000 in building macadam roads alone. Mecklenburg county now has more than 55 miles of macadam roads. Forty miles of this are in Charlotte township, and 15 miles on roads outside of Charlotte township. But all the roads leading from the city of Charlotte are being rapidly macadamized and improved. The making of good roads does not depend on the possession of any special material, such as the so-called granite of Mecklenburg county. In every locality in the United States, there may be found good material of various kinds for making roads. The principal point is the proper separation and application of these materials. Good roads may be built of clay, limestone, gravel, shells, sandstone or any other stone available. The first requisite is drainage. This is usually by ditches on each side of the road; but a vast improvement is the addition of a drain under the centre of the road. This should be made of a porous tiling. The next requisite is assorting the material, the largest pieces being put at bottom, the smallest at top and being finally dressed with the fine particles made in crushing. Each layer should be rolled with a heavy road roller. There are fifteen townships in Mecklenburg county. These townships build no macadam roads, but keep in repair those built by the county and also keep the dirt roads in repair. Only free labor is employed by the townships. In Mecklenburg county it is considered important to avoid small wooden bridges, and to use terra-cotta drains
instead. It is also believed that a depth of five inches of macadam would give as good service as the nine inches now used, if broad-tired vehicles were insisted upon and the needed repairs were made upon the first appearance of a break. From experiments on various roads and grades, the U. S. Agricultural Department derives the following:
Page 150
Page 151TABLE SHOWING PULL IN POUNDS REQUIRED
TO MOVE A WAGON LOADED WITH ONE
TON (2,000 LBS.) ON VARIOUS KINDS OF
ROADS.
Iron Rails
8 pounds
Asphalt
26 pounds
Macadam
38 pounds
Best Gravel
51 pounds
Cobble Stones
54 pounds
Dry Clay
98 pounds
Loose Sand
320 pounds
TABLE SHOWING PULL PER TON ON VARIOUS
GRADES OF MACADAM ROADS.
| Level | 38 pounds |
| 1 per cent. grade | 42 pounds |
| 2 per cent. grade | 78 pounds |
| 3 per cent. grade | 93 pounds |
| 4 per cent. grade | 118 pounds |
| 5 per cent. grade | 138 pounds |
| 6 per cent. grade | 162 pounds |
| 10 per cent. grade | 238 pounds |
One horse can without injury exert a pull of 100 pounds for ten hours a day, walking at the rate of 2½ miles an hour. Thus one horse can haul a ton up a 3 per cent. macadam grade with the same ease that he could haul it on a level clay road, and with the same ease that three horses could haul it in sand.
The New York Highway Manual estimates the value of good roads at $1.25 per year per acre of surrounding land,
Page 152
and that this amount per acre would pay for all the roads in one year.
The Public Roads of the United States.
The Missouri Experiment Station has estimated that the public roads of the United States aggregate 1,500,000 miles in length, and estimates the total wagon transportation of the country at 500,000,000 tons yearly; that the average distance of the haul is nearly 8 miles, that the average cost of transportation is about $2 per ton for this eight miles, making the cost of wagon freight $1,000,000,000 yearly. It is claimed that this freight could be transported the distance of eight miles over first-class roads at an average cost of 80 cents per ton, thus saving $600,000,000 in the cost of wagon transportation. This saving would be equal to one fourth the total value of all the farm products of the country in the year 1898.
Road Repairs.
The same authority says that the sum of $20,000,000 is expended each year for the maintenance of our public roads outside the cities. This does not include the cost of permanent improvements. Thus at the end of the year, after the expenditure of $20,000,000, the roads of the country are no better than they were before this vast sum was expended. And the tax-payers may go on paying this enormous sum of $20,000,000 on their roads each year under the present system without securing improved roads! All improvements must come from expenditures above this amount, from changes in the methods of repairing the highways or from the more careful use of them after they are repaired. These facts at once show that the maintenance of our public highways is a serious problem, involving the expenditure of large sums of money.
The road trustees of Charlotte township find it necessary to expend $330 a mile every five years in repairing their roads. To be accurate, it takes 350 yards of stone costing 40 cents per yard or $140 per mile for the stone alone every five years. In addition to the above, there is the cost of spiking, distributing, rolling, crushing, harrowing

Fig. 53. Convicts Building a Road.
Page 153
and other labor, making the aggregate cost of repairs for one mile $330.
Careful observation teaches them that, with the use of broad tires on their macadam roads, this heavy expense of repairing could be done away with in a large measure, as the roads would not need repairing oftener than once every 15 years, thus saving two-thirds of the cost of repair now expended.
In all suggestions for road improvements, much attention has been paid to the advantages to be obtained from the use of broad tires instead of the narrow tires so generally used. It is admitted by all who have studied and investigated the road problem that narrow tired wheels are most destructive to streets, macadam, gravel, dirt roads, fields, meadows, pastures, and farms. The introduction in recent years of the wide tired metallic wheel, at about the price usually paid for the ordinary narrow tired wheels, has removed one very serious objection to the proposed substitution of broad for narrow tires.
Broad Tire Tests.
The Agricultural College of Missouri has recently made numerous tests, which prove conclusively that the draft of wide-tired vehicles is less than those having narrow tires. Yet there remains in the minds of many intelligent farmers and teamsters a well defined conviction that the wide tire will draw very much heavier than the narrow tire over roads in what may be termed the average condition. To remove all doubts on this point, and to secure reliable information relative to the question under discussion, the following tests were made. They were made with 1½ inch and 6 inch tires on dirt, gravel and macadam roads, carefully comparing the draft of each vehicle under the conditions above specified.
As it was proposed to have these trials cover an entire year in order to be certain that they embraced all conditions of road surface usually found, the work was begun early in January, 1896, and was continued without interruption to September, 1897, a period of more than 20 months. The tests were made with a Giddings self-recording
Page 154
dynamometer, registering a maximum strain of 3,000 pounds, reading to approximately five pounds. Prof. C. M. Conner and Mr. D. W. May, of the Missouri Experiment Station, conducted the tests.
The vehicles used had tires as follows: "The narrow wheels were standard width, inch and a half tire, such as are made for the ordinary wagon. The wide tired wheels were metallic with six inch tires, cast to fit the spindles of the wagon with narrow tired wheels. Many of the trials were made with the same wagon, the wheels being changed. In all cases the same net load, 2,000 pounds was hauled. The wide tired wheels weighed nearly 250 pounds more than the narrow tired wheels but the net load of the two wagons was the same. Both sets of wheels were the same height.
Care was taken each month to test the readings of the dynamometer with Fairbank's scales. The minimum length of run was 200 feet and return, in many cases increased to 400 feet, sometimes to 600 feet. Care was also taken in each test, to have the speed of the teams uniform, about 2½ miles per hour.
TEST ON MACADAM STREET.
Hard, smooth, nearly level, and comparatively free from dust, loose stone and sand. Length of runs 400 feet.
| Trial made August 29, 1896. | Average draft. |
| Narrow tire | 99.4 pounds. |
| Wide tire | 73.4 pounds. |
| Difference in favor of broad tires | 26.0 pounds. |
| Percentage difference | 35.7 pounds. |
| Trial made September 12, 1896. | Average draft. |
| Narrow tire | 143.5 pounds. |
| Wide tires | 123.4 pounds. |
| Difference in favor of broad tire | 20.1 pounds. |
| Percentage difference | 16.3 pounds. |
Contrary to what was expected by many, the broad tire pulled lighter on the hard, smooth surface of the macadam
Page 155
road, there being an average difference of 26 per cent. in favor of the wide tire.
TEST ON A DIRT ROAD.
"Dry, hard, free from ruts and dust, nearly level. Trial made August 28, 1896. Length of run, 400 feet.
| Average draft. | |
| Narrow tires | 137.3 pounds |
| Broad tires | 104.8 pounds |
| Difference in favor of broad tires | 32.5 pounds |
| Percentage difference in favor of broad tires | 31.0 pounds |
TEST ON CLAY ROAD.
Mud deep, stiff, and beginning to dry on the surface. At one end of the run was soft mud, on which water was standing. The narrow tire made a rut 7 inches deep. Length of run 400 feet. Trial made March 19, 1897.
| Average draft. | |
| Narrow tires | 825.3 pounds. |
| Broad tires | 551.9 pounds. |
| Difference in favor of broad tires | 273.4 pounds. |
| Percentage difference | 49.3 pounds. |
Clay road. Muddy, slightly frozen on top, but not enough to bear the load on either set of wheels. Narrow tires made ruts 12 inches deep in places. Length of run 400 feet.
| Average draft. | |
| Narrow tires | 549.0 pounds. |
| Broad tires | 447.6 pounds. |
| Difference in favor of broad tires | 101.4 pounds. |
| Percentage difference | 22.0 pounds. |
The Missouri experiments, covering a period of two years, discovered that there were only two conditions of the dirt roads in which there was any advantage in having narrow-tired vehicles, viz: when soft (either muddy or very dusty) on the surface and hard underneath; and when
Page 156
the run was deep and sticky so that both sets of wheels cut deep ruts and the mud adhered to the wheels. Say the Missouri authorities: "It is unquestionably true that when we consider the entire tonnage freighted over any ordinary dirt road during the year, the total amount of work required would be very much less, if the six inch tires were used instead of the narrow tires now in vogue." There is not much doubt but that in the matter of draft alone the Missouri tests show an average advantage in favor of the broad tires of something like 25 to 30 per cent. Add to this advantage of draft, the immense advantage in preserving the road beds that would ensue by the use of broad tires and the argument seems to be conclusive that the narrow tires should go.
A very intelligent Mecklenburg county farmer suggests that broad tires and wheels of uniform size would lessen still further the draft of all loaded vehicles. In other words he contends that the draft of a vehicle whose hind wheels are the same diameter as the fore wheels will require less motive power under the unusual conditions. This question might be worth practical investigation.
Combination of Road and Vehicle.
The question of transportation is not one of road construction alone. The road bed, the vehicle, and the motive power are all prime factors, entering into the problem and bearing an intimate relation to each other.
The road bed should not make undue demands upon the vehicles and the motive power, nor should the vehicles be so constructed as to be unduly destructive to the road bed. Civilized people always find a way to utilize all the factors of transportation to the best advantage.
In new and undeveloped countries like Mexico the road bed is often a mountain path, and the vehicle and motive power a native. In more progressive communities, a condition is reached where common dirt roads, ordinary vehicles, and mules and horses are employed in transportation. The next step in road progress is where the wide tired vehicle and the macadam road are used. Ultimately the more populous communities will reach the asphalt road
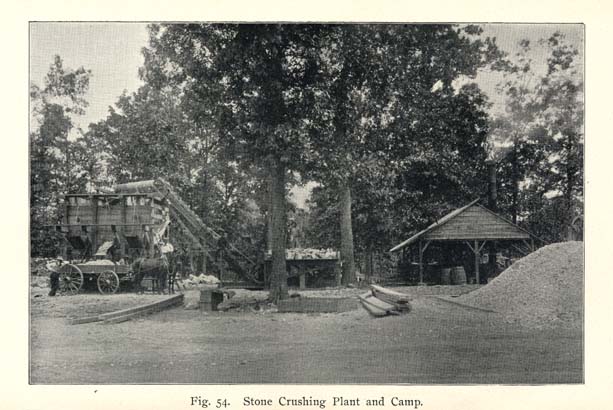
Fig. 54. Stone Crushing Plant and Camp.
Page 157
bed and pneumatic tired automobile, whose motive power is either electricity or compressed air, as is now the case in some parts of New York city. In the latter case, the perfection of road building is reached, and when the asphalt road bed, the pneumatic tire, and the motive power now used under such conditions are all perfected, the cost of transportation will be reduced to the minimum.
Page 158
CHAPTER XIV.
Miscellaneous.
Insurance and Fire Protection.
Cotton mill insurance is now practically all written either by "The New England Factory Mutuals," or by "The Factory Insurance Association." The former is a combination of purely mutual insurance companies, formed among the mill owners of New England, and originally designed to insure only the cotton mills in that district, which were members of the insurance companies.
The business was afterward extended to such outside mills as would agree to build and equip in a certain prescribed manner. There are two Conferences of these companies, known as the "Senior Conference," composed of the older companies, and operating principally in New England, and to a smaller extent in the South; and the "Junior Conference," operating in the South and West, and to a smaller extent in New England.
The mutual companies charge a rate of 75 hundredths of one per cent., and at the end of the year declare dividends to the policy holders, which reduce the actual cost of insurance in New England to 10 or 25 hundredths of one per cent., and in the South 15 to 35 hundredths. The amounts vary according to losses sustained by the companies composing the conference.
Each of the conferences is composed of about ten mutual companies. Two or three of the mutual companies belong to both conferences.
The Factory Insurance Association, is a combination of strong stock companies, with large capital and the highest credit and standing. It has one general office and one general manager. The principal business is with cotton mills. The properties insured by them must be equipped and protected under about the same general rules as the mutual companies. They charge a uniform "flat" rate of about 20 hundredths of one per cent. Thus, the cost of insurance may happen to be greater in some cases in the
Page 159
mutuals than in the stock companies, or it may happen to be less.
It is frequently the case that mills which are members of the mutual companies carry insurance in the stock companies. This is sometimes caused by dissatisfaction with the management of the mutuals. The mills themselves are represented on the boards of directors of the mutual companies, and are supposed to manage their affairs; yet a small coterie of men usually run things. This is especially true in the South and West.
Both of the existing organizations for insurance are excellent institutions, and both should be patronized and encouraged, so that the business may be handled economically and profitably, to both the insurance companies and the cotton mills.
It would seem that factory insurance might be properly handled by one large mutual insurance company in each section composed of one or two States, for the handling of the business in its own section.
In whatever way the insurance is handled, it is necessary to have some fixed rules and regulations about the equipment of mills. It is also necessary to have inspectors constantly on the road, to keep the mills reminded of their duty to themselves and to the insurance companies.
In general terms, the regulations comprise about the following ideas:
(1.) A full equipment of automatic sprinklers, properly installed and supplied with water.
(2.) An outside system of protection by hydrants and hose, supplied by a special fire pump.
(3.) Two distinct sources of water supply. These may consist of a fire pump with capacious reservoir, and an elevated tank; or a city water supply in connection with either a fire pump or an elevated tank.
(4.) Building to be of approved "slow burning" or "mill" construction.
(5.) Steam (in a steam mill) to be maintained at all times, night, day, and Sunday, at not less than 50 pounds pressure.
(6.) A watchman with approved time detector clock,
Page 160
at night and at all times when mill is not running.
(7.) A fire organization of mill operatives, who turn out at regular intervals and practice with the apparatus.
(8.) Sundry other minor requirements.
Low insurance rates are promoted by perfected systems of fire protection. The system developed by the mutual insurance companies is outlined below:
PUMP.
A fire pump specially designed by them for the purpose. It must have a capacity of 500 to 1,500 gallons of water per minute, the size dependent upon the area to be protected. In a mill run by steam power, the fire pump is an independent steam pump, supplied from a boiler in which steam is kept up to at least 50 pounds at all times, night, day, and Sunday. In a mill run by water power, the fire pump is a rotary pump operated by friction gearing from the main water wheel shaft, or, in some cases, from a special water wheel installed for the purpose.
RESERVOIR.
The pump takes the suction from a reservoir holding from 50,000 to 100,000 gallons. It is usually dug in the ground (40 to 60 feet in diameter) and lined with brick and cement. In the case of a water mill, the suction is usually connected with the head race or feeder tube which supplies the water wheels.
HYDRANTS.
The pump discharges into an underground system of pipes which supply hydrants properly distributed around the plant. These hydrants are similar to the ones in use on the streets of cities. They have two or three connections for 2½ inch hose. Each hydrant is enclosed in a "hose house," which is six or eight feet square, built to contain 100 to 300 feet of hose, together with axes, crow bars and other appliances for fighting fire.
SPRINKLER SYSTEM.
There is an elevated tank, the bottom of which is not less than 15 feet higher than the highest part of the roof, and of not less than 10,000 gallons capacity, always filled
Page 161
with water, to supply a system of pipes in the buildings for the automatic sprinklers. These sprinklers are constructed with fusible metal connection, so that at a given temperature (usually 155 degrees F.) they will open and discharge a large spray of water, reaching throughout a circle of about 6 feet radius. The pipes are so run that sprinklers are under all the floors and roofs, where there is any shafting, machinery or other occupancy. These should be not more than 8 to 10 feet apart in every direction. In addition to being supplied from the elevated tank, the sprinkler piping is also connected with the fire pump.
FIRE BRIGADES.
If the elevated tank is always full, automatic sprinklers will fully protect a mill against an incipient fire inside the buildings. The pump and hydrant system is for fighting outside fires and inside fires, which might get beyond the control of sprinklers. This latter protection is of but little avail, unless there is an organization of men fully trained in the use of the apparatus. Every factory should organize a fire brigade among the operatives, with certain fixed duties for each man. They should practice with the hose once a week and become so familiar with the work that in case of fire there will be no excitement.
FIRE PAILS AND CASKS.
There should be an abundant supply of fire pails, full of water, and hanging on the columns. There should be one on every alternate column in the mill. The pails should be made for the purpose, and have round bottoms, so they cannot be used for other purposes. They are sometimes made of paper, but preferably of galvanized iron. They hang on special hooks made for the purpose. They should have painted on them "For Fire Only." They should be filled up once a week, to supply the loss by evaporation.
In the picker room, there should be a double supply of fire pails, and also one or two casks filled with water.
Page 162
OILY WASTE CANS.
There is a special metal can, made for holding oily waste. It stands on legs, and has a self closing lid. In this can should be thrown all waste which has been used, or is being used, for cleaning machinery. This reduces the risk of spontaneous combustion.
WATCHMAN'S CLOCK.
It is necessary to keep a watchman on duty at night, and at all times when the mill is not running. In order to keep record of this watchman's faithfulness, a clock is provided with a paper dial, which records the time when the watchman visits certain points. There are three kinds of watchman's clocks in common use: (1.) One with small magnetos at each station. The watchman turns a crank and generates a small current of electricity, which punches the clock dial in the office. This is the best form, and least liable to be tampered with. (2.) The next best form is one with press buttons at each station, connecting with a battery at the clock in the office. (3.) Another form is a small clock which the watchman carries with him. The dial is punched with keys made fast at the station. The key at each station is different from the others, and punches in its own circle on the dial.
Mill Construction.
The mutual insurance companies have developed a design for a standard cotton factory building, known as the "slow burning construction." They recognize the impossibility of making any factory building absolutely fireproof in its construction, and have designed a building, which would burn so slowly that the standard fire protection apparatus on the premises could easily control it. The essential features of this design are brick walls, heavy timbers and thick floors.
Cotton mills are made in widths which are multiples of 25 feet, inside measure. That is, they are 75, 100, 125 feet wide, inside to inside on first floor.
The length of mills are multiples of the width of bay. If bays are 8 feet, the inside length is a multiple of 8.
Page 163
Ring spinning mills are usually made with 8 feet bays. Mule mills are made with 10 feet 8 inch, or 11 feet bays, to accomodate the travel of a pair of mules.
The cotton mill building usually consists of the following parts:
(1.) The Main Mill.
(2.) The Picker Room. This is a continuation of the main mill, but cut off from it by fire wall.
(3.) The Belt or Rope Tower and Dust Flue. This is usually a space of two bays cut off by two walls between main mill and picker room. Part of this space is occupied by the belts or ropes from engine to the line shafts on each floor. Part of it is cut off for a dust flue. Part may be utilized as a supply room or cloak room, or stair tower, or elevator tower.
(4.) (If a steam mill.) Engine and boiler rooms. These are usually built in the form of an L, one behind the other. These rooms should be amply large, not less than 40 feet square each, for installations up to 400 horse power. The space in front of the boilers should be as much as the whole length of the boilers and furnace.
The thickness of mill walls should not be less than 1½ brick (13 inches) on the top story, and ½ brick thicker for each story below. Thus, in a four story mill, the top story walls would be 1½ brick thick, the third story 2 brick, the second story 2½ brick, the first story 3 brick, while the foundations below should be 3½ brick or more, according to circumstances of topography, etc.
Sometimes foundations of brick mills are made of stone.
Sometimes mill walls are built thinner than the above dimensions, and have pilasters where the timbers rest. This gives a panel effect to the walls, and is somewhat ornamental. It is not recommended to build any walls less than 13 inches thick, especially those between main mill and picker room, and those between main mill and boiler room. These should be "fire walls," that is, they should extend above the roofs.
Page 164
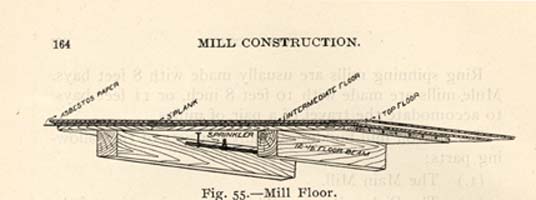
Fig. 55.--Mill Floor.
Fig. 55 is a general view of a mill floor, showing the heavy timbers, with the thick floor, the intermediate floor and the top floor. This engraving also shows the manner of running the sprinkler piping.
It is an excellent plan to use uniform size timbers throughout construction, to the greatest extent possible, even to the extent of using timbers too heavy for the purpose in many cases. For example, floor timbers for first story might be required 12x16, 25 feet long for centre spans, and 12x16, 26 feet long for outer spans. Upper floors might require only 12x14, and the roof might require only 10x14, 25 feet long for centre spans, and

Fig. 56.--Base, Pintle and Cap.
Page 165
10x14, 28 feet long for outer spans. In such a case, all timbers ought to be ordered 12x16, 28 feet long. Thus any timber would answer for any position. The lumber would cost more, but the labor in handling the timber in search of certain pieces would be eliminated.
In the same manner, the columns for first and second story might be 10x10, and for third 9x9, and for fourth 8x8. But it is better practice to order them all 10x10 for a 4 story mill, or 8x8 for a 2 story mill. Columns may be square or round.
It is usual to provide each column with a "cap and pintle." These are castings, so arranged that each column is supported directly on the column beneath it. Thus, the level of the floor is not affected by the shrinkage of the floor beams, as would be the case if the column stood on the wooden floor beam. Fig. 56 shows one form of casting for this purpose. It may be in one piece as shown, or may be in two or three pieces.

Fig. 57.--Floor Plank.
The heavy floor plank should be 3x8, dressed on one side and splined or ship lapped, as per Fig. 57. Roof planks should be the same. The heavy floor plank should be overlaid crosswise with kiln dried jointed flooring, about 1x6 or 1x4, and this again overlaid length-wise mill with another similar floor. The best practice is to put one thickness of asbestos or asphalt paper between the 3 inch and the 1 inch floor. This prevents sifting of dust and helps make the floor water-tight, as well as firetight. Sometimes this paper is omitted. Sometimes one of the 1 inch floors is omitted.
The best roof is made of tarred paper and pitch and gravel, 4 or 5 ply, built in place. The "stuck felt" roofing, sold in rolls and tacked on, is not recommended. Soldered tin makes a good roof. A standing lock seam tin roof is not good on a roof as flat as mill roofs are usually made, namely, a slope of ½ inch to the foot, but is used with success on slopes of ¾ inch to the foot, and more.
Page 166
There should be a monitor on the roof, running nearly the full length of the mill, to give light and ventilation. It should be about 25 feet wide and four to six feet high.
A mill 75 feet wide should be not less than 14 feet between floors. A mill 100 feet wide should be not less than 16 feet between floors.
Windows about 5 feet wide and 11 feet high, should be in every bay. They generally consist of two lower sash that slide, and one smaller upper sash that turns on pivots. They may also consist of 3 sash, uniform in size.
The outside doors may be of any ordinary pattern. The doors leading from one room to another should conform to insurance regulations. These are, in part, that the door is to be made of two or three thicknesses of tongue and groove boards, nailed together diagonally, and at least 2½ inches thick. The nails are to be clinched. The whole is to be covered with tin, nailed on in such a way that no nail head is exposed. The door is to be hung on special rollers and inclined track overhead, so arranged that the door will close itself when not held open. It is held open by a cord and fusible link, so that in case of fire, the link will melt and allow door to close, thus cutting off one division of mill from another.
Fig. 58, shows a good arrangement of wall, floor and fire door. The door sill is shown higher than the floors. This enables the floor in one room to be flooded with water, in case of fire, without wetting the floor of the next room.
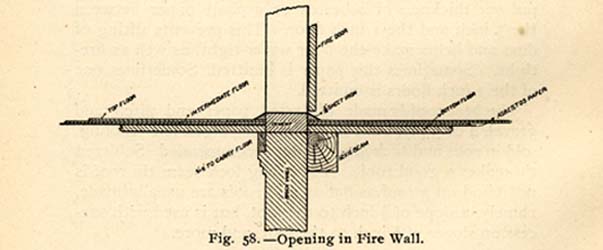
Fig. 58.--Opening in Fire Wall.
Page 167
One of the principles of good mill construction is to make all floors water tight, so that in case of fire, water may be freely used, even to the extent of flooding a floor 2 to 3 inches deep, without running through and damaging machinery and stock in the room below. This principle is often disregarded by making holes through the floor for belts and for various other purposes. Frequently a two inch hole will be bored in a floor for hanging hoisting tackle, when machinery is being installed. All such holes should be plugged up tight and the plug wedged up tight on the under side. Belt holes through the floor should be lined with an iron guard. It should extend below the floor one or two inches, to prevent fire from licking through, and should extend above the floor two or three inches to prevent water from running through. Fig 59 shows a good form of iron belt guard.
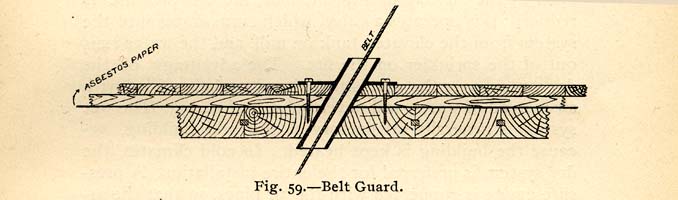
Fig. 59.--Belt Guard.
Warehouse.
The standard warehouse for cotton, or for goods, or for waste, is a simple, though wonderfully safe and effective building. It consists of a series of brick walls, parallel to one another and about 25 feet apart. The roof is constructed by putting heavy beams across from wall to wall, about 8 feet apart, and covered with splined or ship lapped 3 inch plank, in the same manner as the mill roof. The the brick walls run above the roof, thus cutting one compartment entirely off from the other.
The walls are 60 to 100 feet long. The open ends are closed by wooden walls, having large doors, through which the bales of cotton, or other stored material, are handled. The theory of this construction is to separate
Page 168
the stored materials into distinct lots, so that if a fire should occur in one compartment, it may be controlled within that compartment. The wooden walls are made so they may be easily torn down, for convenience in getting the goods out in case of fire.
The standard cotton warehouse is intended to hold bales of cotton, standing on end. The bales should not be piled one over another. Insurance companies allow piling of cotton, but charge an additional rate. Sometimes the house is made several stories high.
The warehouse should be within easy reach of the mill hydrants, and should be equipped with automatic sprinklers, installed on the "dry system." In this system, the pipes are kept filled with compressed air, supplied from a hand pump. In case of a fire the automatic sprinklers open by the melting of a fusible link; the air pressure is reduced; this operates a valve, which turns water into the system from the elevated tank on mill, and the water runs out of the sprinkler on the fire. The advantage of the dry system over the wet, is that the pipes, being filled with air instead of water, will never burst by freezing. The wet system is generally satisfactory in the mill building, because the building is kept heated. In cold climates, the dry system is preferred for the entire installation. A pressure gauge is connected with the air pipes, so that the attendant may see when it should be pumped up, to supply leaks. An electric alarm is generally provided, to indicate when the pressure is reduced by the opening of a sprinkler head.
Lighting.
The cotton mill was formerly lighted by gas or kerosene lamps. But now the incandescent electric light has almost entirely superseded every other form. It is safer, brighter and generally cheaper than any other light. The dynamo may be driven from the main source of power; but in large mills, it is generally driven by a special engine or water wheel. This enables the light to be run when, for any reason, the other machinery is stopped. It also makes
Page 169
a facility for lighting the grounds and outside buildings at night, after the mill is shut down.
In order to secure the maximum safety for an electric lighting system all of the work should be installed by experienced electricians, working under recognized rules and regulations. These require, among other things, that all wires be well insulated, and supported on porcelain, and at no point coming in contact with wood.
Under average working conditions, the power required to drive the dynamo is about one horse power for each ten lamps.
Heating.
There are two systems of heating in common use. One is by means of steam pipes suspended overhead, taking live steam direct from the boilers, and draining back into the boilers. The other is by means of a system of steam coils, and a fan, which takes air from the outside and forces or draws it over the coils, and then into the mill through flues built in the walls.
Plumbing.
Water closets are almost universally provided in cotton mills. They are generally located in small towers, built against the side of the mill. The subject of sanitation for mills has not had the attention it deserves. The closets are too small, and there is not enough air admitted. The plumbing has been of the cheapest kind, and has been correspondingly unsatisfactory.
In contracting for a new mill, special attention should be demanded for this subject, and good sanitation should be insisted upon.
The water supply for closets is obtained from an elevated tank, independent of the fire protection tank, though it is frequently located in the same tower.
It is important in locating a factory to see that there is in the vicinity a stream of suitable size to carry away the sewage, and not give offense to neighboring property holders. If no stream is available for this purpose, a special
Page 170
plant may be erected at a small cost for purifying the sewage.
Humidifying.
It is found that spinning and weaving cotton progresses more satisfactorily in an atmosphere of a certain degree of humidity or moisture. The natural condition of the atmosphere, as to moisture, varies greatly in different countries, and, even in the same country at different seasons of the year. In addition to these natural variations of external atmosphere, the interior atmosphere of a mill undergoes change during the progress of the cotton through the mill, on account of absorption or evaporation of moisture by the cotton, according as it happens to be more dry or more moist than the interior atmosphere. These varying conditions render it important, especially in spinning fine numbers, to have some artificial means for moistening the interior atmosphere of a mill. There are several devices for this purpose on the market, many of which are useful, but none perfect.
Some day, a mill may be constructed perfectly air tight, with double windows, and so arranged that the superinendent may have entire control of the conditions of temperature and humidity inside the mill. The air would be purified and heated and moistened to a prescribed degree and then pumped into the mill in exactly the proper quantities, according to the number of operatives, and the amount of stock being worked.
Size of Building--Power Required.
The size of a cotton mill cannot be stated universally, as so many square feet of floor space for so many spindles. The kind of goods produced makes a difference. But for the sake of giving a general idea of the subject, there is presented below a list of mills now in existence, with a memorandum of spindles and looms, the kind of goods made, the horse power used, and the size of the buildings.
Mill A. 10,000 spindles, 5,000 twister spindles, making 2-ply yarn, Nos. 24 to 50. Horse power, 350. Building,
Page 171
one story, 75x400, with boiler and engine room, 40x80. Floor space, 32,200 square feet.
Horse power per 1,000 spindles, 35.
Floor space per 1,000 spindles, 3,220.
Mill B. 10,000 spindles, 300 looms making 4 yard brown sheetings. Horse power, 400. Building two story 75x300, with boiler and engine room, 40x80. Floor space 48,200 square feet.
Horse power per 1,000 spindles, 40.
Floor space per 1,000 spindles, 4,820.
Mill C. 12,000 spindles, 300 looms, making 4 yard fine convertibles. Horse power, 400. Building four stories, 75x170. Water power mill, no engine room. Floor space, 51,000 square feet.
Horse power per 1,000 spindles, 33.
Floor space per 1,000 spindles, 4,250.
Mill D. 10,000 spindles, 300 looms, making 4.75 yard convertibles. Horse power, 350. Building three stories, 100x235. Water power mill, wheel house, 30x100. Floor space, 73,500 square feet.
Horse power per 1,000 spindles, 35.
Floor space per 1,000 spindles, 7,350.
Mill E. 5,000 spindles, making coned hosiery yarns, Nos. 26 to 36. Horse power, 160. Building one story, 75x200. Engine and boiler room, 30x70. Floor space, 17,100 square feet.
Horse power per 1,000 spindles, 17½.
Floor space per 1,000 spindles, 3,420.
Mill F. 10,000 spindles, making 3 yard brown sheetings. Horse power, 400. Building, two story, 75x430. Engine and boiler room, 40x80. Floor space, 35,500 square feet.
Horse power per 1,000 spindles, 40.
Floor space per 1,000 spindles, 3,550.
From the above showing, it might be roughly stated that on average Southern work for spinning mills, the
Page 172
horse power required per 1,000 spindles, is 15 to 25; and floor space per 1,000 spindles, is 3,000 to 4,000 square feet. For spinning and weaving mills, the horse power required per 1,000 spindles, is 35 to 45; and floor space per 1,000 spindles, is 4,000 to 5,000 square feet.
Profits.
The tables in Chapter VI showing range of profits, are made up from exhibits as usually made in annual reports. This is exclusive of depreciation, or wear and tear. Even in cases where an item of depreciation is carried in the accounts, it is often simply a manner of bookkeeping, and not a sum set aside for replacing machinery.
From the experience of the best mills that have been running in the South for 20 years and over, and which have always been kept well up to date, it would appear that about 15 per cent. is the average annual profit in clear money for the whole time. This has usually been disposed of by paying 10 per cent. dividends, and re-investing 5 per cent. in extension of plant. In one large mill built over 20 years ago, the following is the comprehensive result as it now stands:
Capital paid in, $800,000.
Value of plant now, as extended with profits; $1,600,000.
The profits used in extension, is about equal to the original capital stock. This would be an average of five per cent., per annum, for 20 years, made and re-invested.
Where large profits are reported, and large dividends paid, it is always a question whether the vitality of the mill is not suffering. There is a number of cases where mills have paid several large dividends at the start, but, on account of making no provision for depreciation, have finally collapsed.
Value of Personality in Management.
The influence that the personal ability of the manager of a mill exerts on the profits of a business is difficult to estimate. The relative capabilities of different individuals vary, as much as their countenances.
Page 173
The stockholders usually select a board of directors, and these in turn, select the man who is to be the executive head. It may be assumed that this process secures a man who, from all appearances, is or may be a good manager. Yet with the best care, it is difficult to select the best man.
In the same mill, the value of personality in management might produce different results as follows:
1. Average normal management and fair conditions, a profit of 10 per cent.
2. Inferior management and fair conditions, a loss of 5 per cent.
3. Superior management and fair conditions, a profit of 25 per cent.
The above applies not only to general business management, but also to the superintendent and the physical management of a mill.
A man may make a success in managing one mill where all the factors are favorable, and acquire a confidence in himself that would make him undertake the management of a failing mill, where some vital condition was wrong. Here he might make a complete failure. This applies to superintendents as well as managers.
The following examples are given to elucidate this point.
Example 1. A very successful and excellent manager of a colored goods mill was induced to undertake also the management of a medium weight yarn mill, which had not been a success. It was confidently expected that his well known ability would redeem the mill. But as a matter of fact it made little difference. The troubles in this case were that the market for the yarns made was not good, and the selling arrangements deficient.
Example 2. A colored goods mill became involved. Its redemption was undertaken by management which had been up to that time uniformly successful in various lines. It so happened on account of fashion, the market for these colored goods became very much depressed. In addition to this influence, dissention and
Page 174
controversy in the board and among the stockholders, combined to defeat the success of the mill at the moment when the market was changing in favor of that kind of goods.
Example 3. A superintendent in charge of a spinning mill was very successful. He was induced to go to a mill 500 miles away, where labor was higher priced, and the mill and machinery were old. In the new place, he did no better than his predecessors.
Example 3. A spinning mill consigned its product to a commission house, entering it each month at current market prices. On a declining market it was not promptly sold. When sold, it brought less than the value at which it was entered on the books; but no account was taken of the depreciation. As a consequence, after several years, an investigation showed that an apparent surplus, which was being carried on the books, did not exist. This investigation at once made it apparent that the stock of the mill, which had been considered worth above par, was in reality of but little value. The trouble in this case was bad system of bookkeeping, and the absence of regular reports, detailing to the officers all the current conditions.
Example 4. A cloth and yarn mill prospered and paid good dividends for nearly 20 years. It did best in its early history. At the end of 20 years, it could no longer pay dividends, and in fact had to be sold.
The trouble with this mill was in paying out all their apparent profits for dividends, and in saving nothing for depreciation.
Conditions favorable to one sort of manufacture may not be favorable to another. In Chapter VI, it has been shown that for fine goods the labor is the large and controlling factor, while for coarse goods, raw materials is the controlling one. Therefore, a management capable of making a great success on fine goods, where the surroundings are favorable and skilled labor plentiful, might make a great mistake, and damage a justly earned reputation by undertaking to handle a mill on coarse goods with unfavorable surroundings and raw material high.
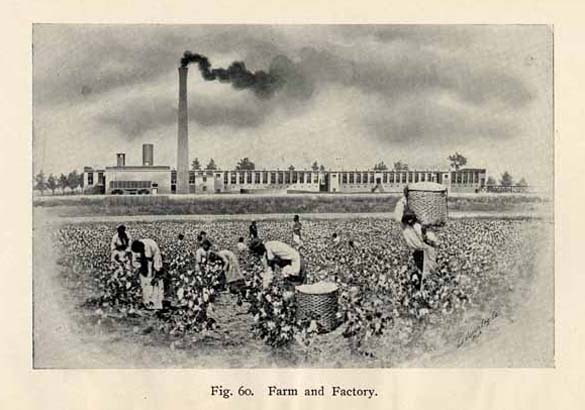
Fig. 60. Farm and Factory.
Page 175
A good management may undertake to redeem a failing plant under unfavorable conditions, and fail to do so, because of the conditions. A plant giving mediocre, or failing results may be put in the hands of new management and made very successful. This would mean that the conditions were all right, and that the improvement was in the value of the personality of the new management.
Besides the value of personality and the value of conditions, there must be also fair markets. It may happen that markets for certain lines of goods go to pieces. Neither local management nor local conditions can overcome this difficulty. This relates especially to goods that are dependent on fashion or on taste of customers, as for example, the gingham business in weaving, or jersey waists and sweaters in knit goods.
It always pays to get the best of good management, and pay the price necessary to get the best. This applies to both the business manager and the superintendent.
To recapitulate, the factors which may separately or together determine the fate of a mill, are as follows:
1. Personality of management.
2. Market for goods.
3. Surrounding conditions, especially with reference to available labor and raw material.
4. Bookkeeping, especially with reference to inventory valuations, and full exhibits of conditions.
5. Harmony in the board of directors and among the stockholders.
6. Ability of superintendent.
Page 176
CHAPTER XV.
Farm and Factory.
There is great complaint in the cotton producing area of the United States about the depressed condition of agriculture. The cotton producer finds it difficult to make ends meet with cotton at 5 cents per pound. Much has been said about curtailment of production for the purpose of stimulating the price. When it is considered that it is not long since the crop was five million bales, and that it brought twelve cents a pound, while now the crop is in round numbers ten million bales and sells at six cents a pound, the idea of curtailing production to stimulate price would seem, on the face of it, to be both possible and desirable.
When, however, it is considered that the production of cotton is going forward in many other parts of the world, especially in Egypt and India under English management, and that the production in India now is as much as it was in the United States twenty years ago, it is evident that in our increasing crop, at lower prices, our people have only kept out of the way of foreign competition.
The world's demand for cotton, at the decreasing price, is very large; and even at the decreasing price, if our people do not furnish it, there are other countries that will.
These matters have been discussed in connection with other phases of the general subject in other chapters, but that which pertains to the revival of the farming interest by the development of manufactures, is brought together here for consecutive discussion.
The production of a cotton crop really requires only about 150 days work in a year. If the remaining 150 working days could be profitably employed, the necessity for living on the proceeds of the cotton crop would be obviated.
The development of manufactures creates a cash market for a great variety and large quantity of perishable farm products, such as vegetables, fruits, milk, butter, and
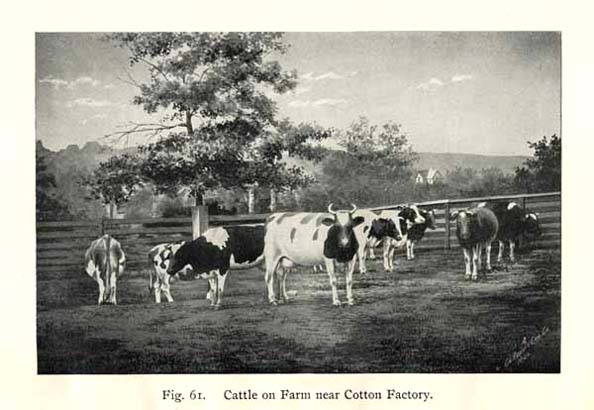
Fig. 61. Cattle on Farm near Cotton Factory.
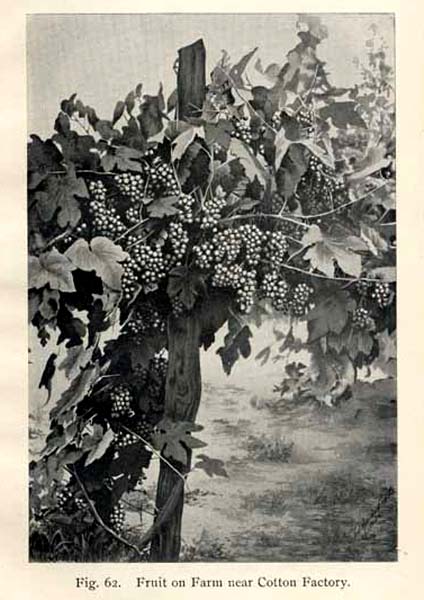
Fig. 62. Fruit on Farm near Cotton Factory.
Page 177
poultry, as well as wood for fuel. A market for these things, would make it possible for the farmer to live even much better than he would if dependent on the cotton crop alone. Therefore, at any point to which foreign competition might reduce the price, the cotton farmer, with a home market for both his cotton and his perishable farm products, would still make a good living, and a profit equivalent to the value of his cotton crop besides.
Very full attention has been given to the economical production of cotton by means of the establishment of agricultural colleges, experiment stations, fertilizer examinations, and other means. While it is important and valuable to continue to foster these improvements and economies, the great advantage in the way of profits lies in the direction of manufacturing the cotton at home.
There is difficulty in keeping the graduates of agricultural schools in agricultural pursuits. Considering the depressed condition of agriculture, it does not seem amiss that young men should for sometime go into manufacturing pursuits, thereby creating markets for the products of those who continue to farm. In due time, farming will thus become more attractive and profitable.
The South has put the manufacture of iron on an export basis. The cotton oil industry has been developed on an export basis. The South has in these things, set the pace and made the prices to which the manufacturers of the North must go and come. If we but utilize the resources we now have, and put to work the idle labor now in every undeveloped section of the South, we may supply from the cotton growing states, the cloth for the vast markets in different parts of the world, which is now furnished from the factories of England and Germany.
In all that we do, we want to co-operate with, and not antagonize, our friends in New England and other parts of the North. For the sale of our goods, we must rely much upon the development of foreign markets. In the future, it will not be a domestic fight over home products The foreign markets we must seek will give outlet enough for the products of the North and South both. It is important
Page 178
that the people of the whole nation work together to acquire and develop these markets.
Practically all native people in the South are farmers. The manufacturing now being done by Southern people furnishes evidence of the facility with which the Southern farmer extends his operations. Almost every Southern man who has gone into manufacturing, is still a farmer, and will continue to be so. The escape of the cotton farmer from approaching poverty is not in trying to curtail production and increase the price, but in devising means to keep the cheap cotton at home, and utilizing surplus time in turning it into cloth worth 18 cents per pound and upward.
For more than a quarter of a century, the political and social conditions in the South have been unfavorable for the development of natural interests. The generation that is now passing away has withstood a test of Anglo-Saxon sturdiness and steadiness of purpose never before put upon any people. They stood as a bulwark fighting for a whole generation for the preservation of Anglo-Saxon civilization--fighting against the strong prejudices of other people of their own race, living at a distance, and against semi-barbaric influences that were supported and urged on by those prejudices. This contest is over. It is no wonder that during its progress, so little advance was made in material prosperity; but it is a wonder that the production of cotton has kept ahead of that of other advancing cotton growing countries.
For the coming generation, the way to prosperity is wide open and plain. The passing generation has won the fight against anarchy, and left to their children a heritage more valuable than any riches. It is now simply a question of redemption from poverty. To do this, we must combine farming and manufacturing.
We must create and maintain an untarnished credit. Keep all contracts inviolate and sacred. The commercial strength of England lies more than in any other thing in the perfect faith which England and the English people maintain with those with whom they deal. The

Fig. 63. Wheat on Farm near Cotton Factory.

Fig. 64. Corn on Farm near Cotton Factory.
Page 179
true Englishman never repudiates an obligation, even though he gets nothing in return from what he has contracted to pay.
If we would turn our cotton into cloth, we must of necessity, go into the markets of the world, and a reputation for fair dealing and, fulfillment of contracts is a pre-requisite for continued trade with the nations of the world.
We must enlarge and maintain our shipping. We must have a merchant marine and a navy to protect it. We have reached that point in our industrial development when, if we extend our manufactures further, we must have more markets. We have built railroads by subsidies. There is hardly a town, county or state that has not contributed in bonds or in money or in lands, or in the use of streets, to the construction of one or more railroads. Almost every railroad in the United States has had more or less bounty money to aid in its construction. Towns vie with each other to-day in offering bounties to obtain new lines of roads, and everybody feels that it pays to do so. Yet there is an incomprehensible prejudice against giving even a fair mail contract to a new line of ships to a foreign country. England and Germany send their subsidized ships after our five cent cotton. They will not continue to come for our fifteen cent cloth. These countries want to hold the manufactures, and hold the trade. We must have our own ships, as we must also have a navy to protect them.
Wherever there are markets for our manufactured goods, we need American banking facilities. We must have a money upon which the people of all the world can rely. American money must be at all times, and under all circumstances as good as English money.
The farmer, by his influence and vote, can bring about these conditions. In bringing them about, he is multiplying by three the value of his cotton, and tripling the value of his lands. It is in this way that the monopoly in the production of cotton can be held. It is the way prosperity can be brought to the South and for all time maintained.
Page 180
CHAPTER XVI.
Biographical Sketches.
In previous chapters it has been shown that the Southern States enjoyed great manufacturing prosperity in the early part of the century. Although, as slavery grew, this interest was never entirely lost, there was a period from 1840 to 1860, when the interest of the South sorely needed manufacturing as well as agricultural development. Only those men who appreciated this condition undertook to go counter to the growing sentiment in favor of agriculture and slave labor. Those who did continue to manufacture, were necessarily men of broad views and great abilities. Biographical sketches of some of these men (and there were not many of them) are given in the succeeding pages.
WILLIAM GREGG.
Page 181
WILLIAM GREGG.
The appendix to this volume is composed of a series of essays written by William Gregg in 1845. The preface to this appendix gives an outline of Mr. Gregg's industrial career. The essays themselves so clearly exhibit his convictions and sentiments on the subject of manufacturing that it would seem superfluous to further dwell upon this feature of his character.
He built a cotton factory at Graniteville in Edgefield District, South Carolina in 1847. This was successful from the start, and remained so to the present time.
From the minutes of the Beech Island, South Carolina Farmers Club, is copied the following tribute to his memory:
"Died on the 12th September, 1867, William Gregg, the founder of Graniteville. He was for many years a member of this Club, adding largely by his practical knowledge to the interest and usefulness of its meetings. Though not a farmer by profession, yet by the establishment of extensive orchards at Kalmia, he introduced among the barren sand hills of this section, a new culture, and in this, as in erecting his factory, in building the village of Graniteville, in opening schools and churches to a large community, all he did seemed to expand in widening circles of benefit and blessing. In grateful remembrance of him, as a friend and neighbor, as the representative of honest industry, as an eminent citizen and as a public benefactor, these lines are inscribed."

FRANCIS FRIES.
Page 183
FRANCIS FRIES.
Among the pioneer manufacturers of North Carolina, was Francis Fries, of Salem. He was born October 17, 1812. His father, J. C. William Fries, was the son of a Moravian minister, who held a responsible position on the Executive Board of the Moravian Church in Herrnhut, Saxony. He emigrated to America and settled and married in Salem. N. C. The father had wished that Francis Fries should become a minister, and with this end in view, sent him to Nazareth Hall, Pa., to receive a classical and theological education. Upon his return to Salem, he became a teacher, but, finding that he had no taste for the ministry or teaching, he read law with Mr. Emanual Shober, and was admitted to the bar. After practicing law for a short time, he was appointed agent for the Salem (Cotton) Manufacturing Co., of which Dr. Schumann was president.
Without mechanical training, but with characteristic energy and thought, he threw himself into the new task, and visited Paterson, New Jersey, and other Northern points, to study manufacturing. He secured the plans, and personally superintended the erection of the plant in 1836, and under his management the business was a decided success. In the summer of 1840, he commenced business on his own account with the financial assistance of John Volger, Sr., whose daughter he had married in 1838. This first independent venture was but a small one, consisting of a set of cards for making rolls from the wool raised by neighboring farmers. This mill also contained a small dyeing and fulling plant for coloring and finishing the cloth woven by the farmers' wives and daughters. In 1842 he added spinning machinery, and later a few looms.
To realize the difficulties that presented themselves during these early years, it must be remembered that he was compelled to visit Northern cities by private conveyance. He and Mr. Edwin M. Holt, another pioneer manufacturer, were close friends, and after alternate trips, each reported to the other all the improvements that were
Page 184
taking place in cotton machinery since either had last visited the Northern centres.
On the 5th of March, 1846, his brother, H. W. Fries, was admitted to partnership with him, and the firm was thereafter known as F. & H. Fries. In 1848 they built a cotton mill which was run until 1880, when the old machinery was removed, and the building became a part of the enlarged woolen mill.
In 1857, Mr. Fries represented his county in the Legislature, and devoted a large portion of the sessions to the revision of the system of taxation and the re-organization of the Revenue Act.
Francis Fries was not only a successful cotton and woolen manufacturer, but a prominent and useful citizen. He designed the first Court House for the city of Winston. He planned and built the main building of Salem Female Academy, and numerous other buildings in Salem. Before the days of railroads he took an important part in all movements looking toward the development of the State, and was one of the prime movers in building the plank road which extended from Fayetteville into western Carolina. He was associated with Gov. Morehead and other prominent men in the building of the North Carolina Railroad, and was a stockholder and director in said road from its organization to his death.
Locally, he exercised a wide influence throughout his entire community, and in addition to his numerous other business enterprises for some years successfully conducted a tannery and store.
As lawyer and magistrate, architect and builder, financier, merchant and manufacturer, he held many important positions in his church, community and State.
He died August 1, 1863, leaving a will under which the surviving partner conducted the business until the final settlement of the estate, which was in January, 1879.
E. M. HOLT.
Page 185
EDWIN MICHAEL HOLT.
E. M. Holt was born in January, 1807, in Orange (now Alamance) County, North Carolina. He obtained a fair education in the district schools at home.
His father was Michael Holt, a farmer, who for some time represented his county in the State Legislature.
He married Emily Farish, whose father, Thomas Farish, was a farmer of Chatham county, and who owned the coal mines in that county.
In the thirties, he formed a partnership with W. A. Carrigan and built a mill for spinning cotton on Alamance creek, in Alamance county. This mill was operated by water power.
While continuing all his life a farmer, his energies were largely directed toward advancing the material interests of his State. For many years he was on the Board of Directors, and on the finance committee, of the North Carolina Railroad.
In the early fifties, he commenced the manufacture of colored cotton cloth. He called his product "Alamance plaids," but these goods were always known through the country as "Alamance."
Under his general guidance and counsel, and with his financial aid, all of his sons built cotton mills before his death. At the present time, the various "Holt mills" in North Carolina, have in the aggregate over 100,000 spindles and over 3,000 looms, most of which are making colored goods.
All of this development may be said to have sprung from the parent mill on Alamance creek.
E. M. Holt was a close personal friend of Francis Fries, of Salem, and of John M. Morehead, of Leaksville. These friendships resulted in much good to all of these pioneer manufacturers, and to the industrial interests of the whole State.
In common with most manufacturers of his day, E. M. Holt was a strong Whig. He kept actively in business until 1880, and died May 14, 1884.
Page 186
JOHN W. LEAK.
John W. Leak was born in Richmond county, North Carolina, March 16, 1816. His parents were William P. and Ann Wall Leak, who moved to North Carolina from Gloucester County, Virginia, and were among the earliest settlers along the Pee Dee River. His grandfather, Walter Leak, Sr., served as a private in the American army throughout the Revolutionary war, and died at Rockingham, N. C., in 1844.
John W. Leak graduated from Randolph-Macon College, about 1837. He married soon after, and moved to Cheraw, S. C., where, for many years he was a successful merchant and planter.
In 1854, he returned to Rockingham, N. C. In 1861, he was elected Lieutenant Colonel of the 13th N. C. State troops, afterward the 23rd regiment of the army of Northern Virginia. He held this position until the re-organization in 1862.
The Company owning the Great Falls (North Carolina) Cotton Mill, was first chartered and organized in 1833 as the "Richmond Manufacturing Co." For some time previous, and during the Civil war, John W. Leak was the president of this Company. The mill was burned by Sherman in 1865, and rebuilt and re-organized in 1869.
The first board of directors under the re-organization was composed of John W. Leak, W. F. Leak and Dr. A. J. DeRosette, of Wilmington, N. C. John W. Leak was again made president. Under his able and prudent management, the mill was always successful, and paid good dividends. The mill from the first made yarns and plain white cloth.
John W. Leak died in May, 1876.
JOHN W. LEAK.
JOHN M. MOREHEAD.
Page 187
JOHN MOTLEY MOREHEAD.
John M. Morehead was born in Pittsylvania county, Virginia, July 4, 1796. His father was Esquire John Morehead, and his mother's maiden name was Obedience Motley. The family moved to Rockingham county, N. C., in 1798.
He was prepared for college by his father's friends, Judge Settle and Dr. Caldwell, of Guilford county. He graduated from the University of North Carolina in 1817.
In 1821, he married Ann Eliza Lindsay. He moved to Guilford county in 1823.
He was a lawyer by profession and a very successful one. He represented Guilford county a number of years in both branches of the Legislature, and was twice elected governor of the State.
He was a Whig and a strong personal friend of Henry Clay. He presided over the National Convention that nominated Zachary Taylor for President in 1848.
Together with Messrs. Ruffin, Reid and Barringer, he was sent by North Carolina to the so-called "Peace Congress," in Washington, in 1861. He went to this Congress as an advocate of the Union, but when war was found to be inevitable he was a warm supporter of the Confederacy, and was a member of the Confederate Congress. On account of the pressure of business, he declined the portfolio of Secretary of the Treasury.
Although a man always in public life, John M. Morehead was essentially a promoter of industrial enterprises. At a time when his State had no railroads, he labored earnestly in the various Legislatures for the North Carolina Railroad, and canvassed the State from end to end for subscriptions to the stock. He succeeded in building this road from Charlotte to Goldsboro. He acted as President until it was completed, and turned it over to the stockholders in 1853, entirely free from mortgages. This was an unparalleled feat in the history of raliroads.
He was one of the early manufacturers of cotton in North Carolina. In 1838, he built the Leaksville cotton
Page 188
factory, at what is now Spray, N. C., and managed it successfully as long as he lived.
He died at Rockbridge Alum Springs, August 27, 1866.
The life of John M. Morehead was one of action in all he undertook. It was only by such men--strong and broad--that manufacturing was kept alive in the South, throughout the ascendancy of the regime of slavery with its attendant agricultural aristocracy.

H. P. HAMMETT.
Page 189
HENRY P. HAMMETT.
H. P. Hammett was born in Greenville county, South Carolina, December 31, 1822. He was educated in the common schools, and worked on the farm during vacations. He taught school three years.
He married Jane Bates, daughter of William Bates, who was founder of the Batesville cotton factory at Batesville, South Carolina.
Mr. Hammett was made a member of the firm of Wm. Bates & Co., which operated the cotton factory for fifteen years.
The factory was sold in 1863, and Mr. Hammett went into the Civil war. He was soon after detailed from the army for duty in the tax office of the Confederate government, where he remained until the close of the war.
In 1865, he represented Greenville county in the South Carolina Legislature.
In 1866, he was made President of the Greenville & Columbia Railroad. This road was much run down in consequence of the war, but he greatly improved it during his four years adminisration.
He resigned his position from the railroad to build the Piedmont cotton mill, and had it well under way when the panic of 1873 caused him to suspend operations. He succeeded in raising the capital and starting again in 1876. The mill was started with 10,000 spindles and 300 looms, and was steadily increased in capacity, until in 1891, there were 45,944 spindles. This was the first cotton mill in the South to make for the export trade, 36 inch sheetings, three yards to the pound. Following this lead, there has been a large and growing export trade of cotton goods from the South to China.
Mr. Hammett may be said to have inaugurated a renaissance of cotton milling in the South. For, while there was a general renewal of the industry throughout the country, after the abolition of slavery, it was on the old lines, and with more or less old machinery. The Piedmont mill was designed, built and equipped after strictly modern plans.
Page 190
Mr. Hammett was also President of the Camperdown Mills in Greenville, South Carolina.
He was for several years mayor of the city of Greenville, and manifested great interest in all industries of the city.
He was eminently successful in managing the "factory village." He took pleasure in looking after the educational and religious welfare of his operatives.
He died May 8, 1891.
Page 191
CHAPTER XVII.
Statistical Tables and Notes Relating to
Cotton Manufacturing.
The tables have been compiled and computed from a large number of sources. The United States census reports have been used, when available.
There is confusion in many tables of cotton statistics, on account of the uncertainty of the word "bale." It is sometimes used to mean the actual bales of random weight, as they come into market; and sometimes reduced to bales of 400 pounds "net weight"--that is, exclusive of bagging and ties; and sometimes reduced to 450 pounds net weight.
The random bale method gives no information as to the actual amount of cotton represented, unless the average net weight of bale is specified. This is especially true of the early history of the business, when the average net weight of bale varied from 225 pounds in 1800, to 480 pounds in 1890. Since that time the average net weights have ranged close about 480.
In foreign markets, the net weight of cotton bales in an important unit, for the reason that coton is sold on that basis.
But for the purposes of discussing our domestic production and consumption, the "gross weight"--that is inclusive of bagging and ties--is the important unit. All sales on domestic markets are made on gross weights.
For the past 20 years, the gross weight of bales has averaged about 500 pounds. Therefore, for convenience in computation, the word "bale" is here taken to mean 500 pounds, including the weight of bagging and ties.
Page 193
COTTON MANUFACTURING STATISTICS 1840 to 1900.
TABLE XI.-UNITED STATES.
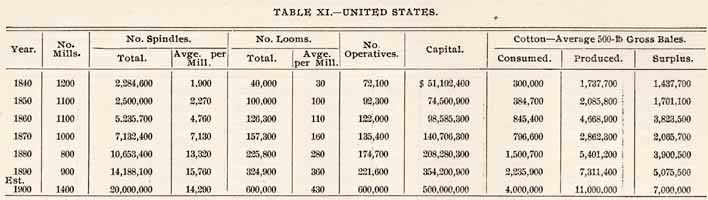
TABLE XI.-UNITED STATES.
TABLE XII.-NEW ENGLAND STATES.
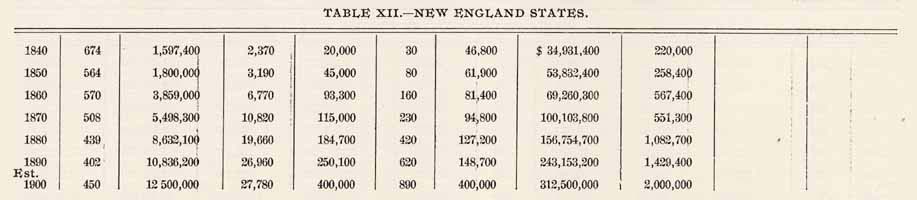
TABLE XII.-NEW ENGLAND STATES.
Page 194
TABLE XIII.--MIDDLE STATESTABLE XIII.--MIDDLE STATES

TABLE XIV.--SOUTHERN STATES.

TABLE XIV.--SOUTHERN STATES.
Page 195
TABLE XV--VIRGINIA. TABLE XV--VIRGINIA.
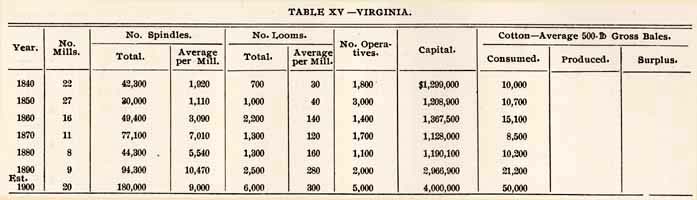
TABLE XVI--KENTUCKY.

TABLE XVI--KENTUCKY.
Page 196
TABLE XVII--TENNESSEE.TABLE XVII--TENNESSEE.
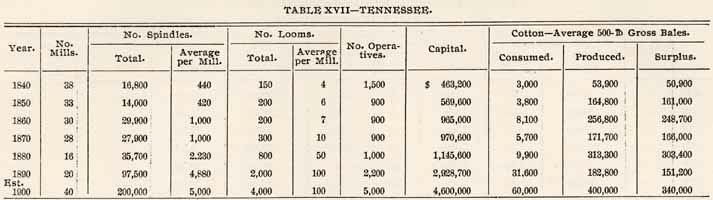
TABLE XVIII--NORTH CAROLINA.
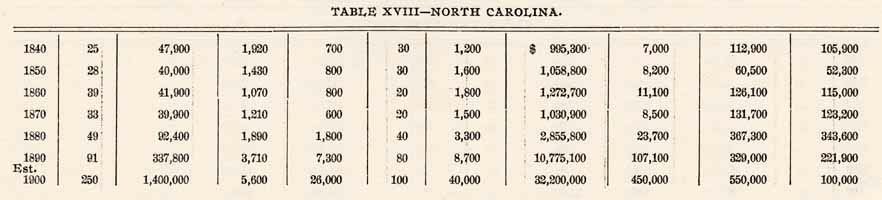
TABLE XVIII--NORTH CAROLINA.
Page 197
TABLE XIX--SOUTH CAROLINA. TABLE XIX--SOUTH CAROLINA.
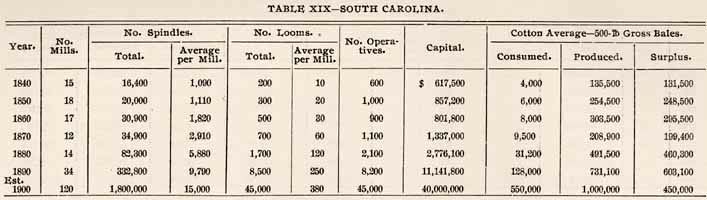
TABLE XX--GEORGIA.
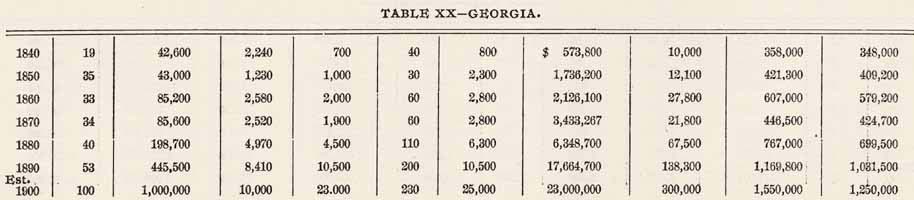
TABLE XX--GEORGIA.
Page 198
TABLE XXI--ALABAMA.TABLE XXI--ALABAMA.
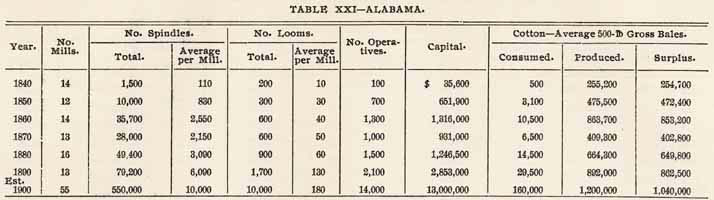
TABLE XXII--MISSISSIPPI.

TABLE XXII--MISSISSIPPI.
Page 199
TABLE XXIII.--SHOWING THE DISTRIBUTION OF COTTON
SPINDLES IN THE WORLD.--ESTIMATED FOR 1900.
Country.
No. Spindles.
Per Cent.
Great Britain
46,000,000
42.9
Continental Europe
33,000,000
30.8
India
4,500,000
4.2
Japan
1,500,000
1.4
China
1,000,000
.9
Canada
700,000
.7
Mexico
500,000
.5
United States
20,000,000
18.6
Total
107,200,000
100.0
TABLE XXIV.--SHOWING NUMBER OF COTTON SPINDLES
IN THE UNITED STATES FROM 1800 TO 1900. ALSO
THE VALUE OF GOODS PRODUCED.
| Year. | No. Spindles. | Value of Product. |
| 1800 | 2,000 | $ 170,000 |
| 1810 | 90,000 | 3,240,000 |
| 1820 | 220,000 | 25,000,000 |
| 1830 | 1,200,000 | 27,000,000 |
| 1840 | 2,300,000 | 46,350,000 |
| 1850 | 2,500,000 | 61,869,000 |
| 1860 | 5,200,000 | 115,682,000 |
| 1870 | 7,100,000 | 177,490,000 |
| 1880 | 10,700,000 | 192,090,000 |
| 1890 | 14,200,000 | 267,982,000 |
| (Est.) 1900 | 20,000,000 | 450,000,000 |
TABLE XXV--SHOWING VALUE OF ALL PRODUCTS MANUFACTURED
IN THE UNITED STATES FROM 1850 TO 1900.
| 1850 | $ 1,019,106,000 |
| 1860 | 1,885,862,000 |
| 1870 | 3,385,860,000 |
| 1880 | 5,345,191,000 |
| 1890 | 9,056,765,000 |
| (Est.) 1900 | 20,000,000,000 |
Page 200
TABLE XXVI--SHOWING WHAT PER CENT. OF THE COST
OF COTTON GOODS IS THE RAW MATERIAL, AND
WHAT PER CENT. IS LABOR. ALSO SHOWING
PRODUCTION OF COTTON YARN
PER SPINDLE.
Per cent. of Whole Cost.
Production, Pounds per Spindle per Year.
Section.
Cotton.
Labor.
United States
44
26
79
New England States
42
28
66
Middle States
34
26
78
Southern States
59
19
161
TABLE XXVII--SHOWING SOME COUNTIES IN NORTH AND
SOUTH CAROLINA THAT SPIN MORE COTTON THAN
THEY PRODUCE.
ESTIMATED FOR 1900.
| Bales 500 Pounds Gross. | |||
| Spin. | Produce. | Deficit. | |
| Spartanburg Co., S. C. | 180,000 | 45,000 | 135,000 |
| Greenville Co., S. C. | 65,000 | 40,000 | 15,000 |
| Anderson Co., S. C. | 70,000 | 60,000 | 10,000 |
| Gaston Co., N. C. | 50,000 | 15,000 | 35,000 |
| Mecklenburg Co., N. C. | 30,000 | 20,000 | 10,000 |
Page 201
Export Trade.
Some of the figures in the preceding tables are interesting, as exhibiting the needs of the United States in the matter of export trade. It will be noted from table XXIV that the spindles in the United States numbered in 1890 fourteen million. By taking the number now in operation, and those ordered and which will be in operation, it is manifest that in 1900 the United States will have twenty million spindles in operation. Assuming a normal domestic market in 1890, it is plain that the product of the additional six million spindles must have found export markets, or else there would have been a most serious depression in the business of cotton manufacture, and a sharp check on the construction of new mills. There would also have necessarily developed a harsh competition between the mills of New England and the South, for the limited domestic trade. As a matter of fact something of that unnecessary competition did show itself from about 1893 to 1896, as the mills increased. The severity of this competition was only relieved by growth of export markets, which are now taking our surplus. This trade was developed with very little help from our government, and with no great exertion on the part of our merchants. It grew because of the necessity here, and because of the complete ripeness of the Chinese and other foreign markets, largely based upon the superior quality of American goods.
We cannot further rely upon the spontaneous growth of foreign markets. Other governments, observing our advantage, will take steps in the interest of their people to balance our natural advantages. Russia is now moving to do this in Manchuria, by "spheres of influence," by railroad construction, and by other means.
From table XXV, it will be noted that in 1890 the value of the manufactured products in the United States aggregated about 9 billion dollars. In 1900 the value of these products are estimated at 20 billion dollars, or
Page 202
more than double 1890. Here again it is made apparent that the depressed condition of business from 1893 to 1896 was made by an excess of production for limited markets, and that the relief came in the shape of export trade. Since then conditions have been constantly improving in proportion to the expansion of this trade.
Inasmuch as the further growth of our manufactures is dependent upon export trade, the facilities necessary for its promotion seem to be as follows:
- 1. Construction of an Isthmian ship canal.
- 2. Extension of our merchant marine to make the ocean transportation facilities, which are necessary to carry our goods.
- 3. Reform consular service to make it serve our commerce, rather than politics.
- 4. Keep the Philippines, and maintain the integrity of the Chinese Empire, and the freedom of trade in that Empire on equal terms to all nations.
Page 203
NOTES ON SOME EARLY SOUTHERN COTTON
MILLS.
1813. Michael Schenck and Absalom Warlick (his brother-in-law), built a mill on Mill Branch, one and one-half miles east of Lincolnton, Lincoln County, N. C. Much of the machinery was built by Michael Bean, on the premises. The original contract for this machinery is still in existence. For $1,300, Bean built and installed 2 spinning frames with 70 fliers each, and 2 cards and 1 picker.
John Hoke and Dr. James Bivings bought an interest in the mill in 1819.
1817. Joel Battle and Henry A. Donaldson built a mill at the Falls of Tar River (now Rocky Mount), N. C. They worked negro slave labor. Mill was burned by Union army, 1863.
1830. Henry Humphreys built the "Mount Hecla Mills," at Greensboro, N. C. It was 3 stories high.
It was the first steam cotton mill in North Carolina.
The machinery was shipped from Philadelphia to Wilmington, N. C., thence up the river to Fayetteville, N. C., and carried across the country in wagons to Greensboro.
Humphreys issued private paper money in 1832, with which he paid his operatives and paid for cotton. These were in denominations of .12½, .25, .50, $1.00, $3.00, $5.00. Some of the bills are still in existence. He redeemed the bills with gold. Thomas R. Tate was a clerk for Humphreys. He bought the mill. When wood for fuel grew scarce around Greensboro, Tate moved the mill by wagon to Mountain Island, N. C., where it was operated by water power.
1832-34. E. M. Holt built a mill on Alamance Creek, in Orange County, N. C. W. A. Carrigan was associated with him.
Page 202 [sic]
1833. John W. Leak built a mill at Great Falls, N. C. It was chartered as "The Richmond Manufacturing Company." Mill was burned by the Union army in 1865. and rebuilt in 1869.
1833. General McDuffie and Mitchell King built a mill at Vaucluse, S. C.
1836. Francis Fries and Dr. Schumann built a mill at Salem, N. C.
1838. John M. Morehead built a mill at Leaksville, N. C.
1847. William Gregg built a mill at Graniteville, S. C.
Page 203 [sic]
APPENDIX.
ESSAYS ON DOMESTIC INDUSTRY,
OR
An Inquiry into the Expediency of Establishing Cotton
Manufactures in South Carolina.
WRITTEN BY
WILLIAM GREGG,
Of Edgefield District, South Carolina in 1845.
Page 205
PREFACE TO APPENDIX.
The matter for my book, "Cotton Mill, Commercial Features," was collected through a period of more than 10 years. In all that time, I have been in close contact with the subject, as Engineer or Contractor, or both, in a long list of new and old mills. After completing the manuscript, I went to the Pelzer mill, in connection with some contract work, and was shown by Capt. E. A. Smythe, president of that company a pamphlet, made up of essays, by William Gregg, which were originally published in the Charleston Courier, in 1845. The pamphlet practically covers the ground that my book is intended to cover. Thus, more than fifty years ago, the subject I am treating, was presented to the people of South Carolina, on the same lines on which I present it, even more fully and more cogently than I have succeeded in doing.
Mr. Gregg built the Graniteville factory, then in Edgefield District. From its beginning to the present time, it has prospered.
He advocated the idea of fruit culture in Southern climates for Northern markets, and himself planted orchards. It is now more than a half a century, and fruit culture, on plans formulated by Mr. Gregg, is just developing.
I heard of an incident that occurred in a political contest between Mr. Gregg and Chancellor Carroll, for the place of State Senator from Edgefield District. It was the habit for candidates to appear together and speak to the people from the same platform, and at the same meetings. On one of these occasions, Mr. Gregg spoke first. He stated that he solicited votes on the ground that he had built a factory, which gave work to poor white people. It enhanced the value of cotton by manufacturing it. He had planted peach orchards to develop new avenues of profit and advantage to the people, &c., &c. Whereas, Chancellor Carroll had never made two blades of grass grow where only one grew before.
Mr. Carroll followed Mr. Gregg. He was an accomplished orator, and praised in eloquent terms, Mr. Gregg's enterprise in building a factory. He eulogized his plans for fruit culture. He admitted, with humility, all the delinquencies Mr. Gregg charged against him excepting only one: "He says I never made two blades of grass grow where only one grew before. Having faith in Mr. Gregg's plans and advice about orchards, I planted one, and if anybody is disposed to believe I never made grass grow, I simply invite them to go look at that orchard. It is literally run away with grass." The crowd laughed, voted for Mr. Carroll and the cause of slavery went forward while Mr. Gregg staid at home and the cause of civilization languished.
During the last half century Mr. Gregg's arguments were almost lost, but events are now vindicating his position. In the town of Edgefield, itself,a cotton mill has been lately
Page 206
built, and the most prospering farming section of what was then the District, is now devoting its energies to fruit culture, with profit and satisfaction.
I publish Mr. Gregg's pamphlet, as an appendix to this book, because it seems to me that his arguments are as good to-day and for our time, as for the time in which they were written and published.
The data that Mr. Gregg gathered from the New England factories show that they were established in about the same way as we are now establishing factories in the South.
For the use of a copy of this rare pamphlet, and for permission to republish it, I beg to extend sincere thanks Capt. E. A. Smythe, of Pelzer, S. C.
D. A. TOMPKINS,
Charlotte, N. C., Oct. 15, 1899.
Page 207
ESSAYS ON DOMESTIC INDUSTRY,
Or An Inquiry Into the Expediency of Establishing Cotton Manufactures
in South Carolina.
CHAPTER I.
It must be apparent to all men of discernment that whether a tariff for protection is continued or not, our only safety, in this State, lies in a change of our industrial pursuits. The United States is destined to be a great manufacturing country, and a few years, even without a protective tariff, will place her on a footing with, if not ahead of, the most skillful nations, and all who have any knowledge of the subject admit that South Carolina and Georgia possess advantages, which only need to be fostered to lead to success in cotton manufacturing. We already see North Carolina on the one side, and Georgia on the other, making rapid strides in these pursuits, and shall we stand with our arms folded, crying save us from our oppressors, until we are awakened to complete with those neighboring States, skilled in the arts? It is only necessary for us to turn our faces to the southwest to behold the people who are to take the very bread from our mouths, if we continue to place our reliance on the culture of cotton, and the time is at hand when we shall set about, in good earnest, changing our pursuits. It would indeed be well for us, if we were not so refined in politics--if the talent, which has been, for years past, and is now engaged in embittering our indolent people against their industrious neighbors of the North, had been with the same zeal engaged in promoting domestic industry and the encouragement of the mechanical arts. If so, we should now see a far different state of things in South Carolina. It is only necessary to travel over the sterile mountains of Connecticut, Massachusetts, Vermont, and New Hampshire, to learn the true secret of our difficulties, (Mr. McDuffie to the contrary notwithstanding) to learn the difference between indolence and industry, extravagance and economy. We there see the scenery which would take the place of our unpainted mansions, dilapidated cabins with mud chimneys and no windows, broken down rail fences, fields overgrown with weeds, and thrown away, half exhausted, to be taken up by pine thickets, beef cattle unprotected from the inclemency of winter, and so poor as barely to preserve life. In fact, every evidence that can possibly be exhibited to satisfy a stranger that we are, to say the least, destitute of every feature which characterizes an industrious people, may be seen among us. Laying aside the vexed question of a tariff for protection, which I don't pretend to advocate, I cannot see how we are to look with a reasonable hope for relief, even from its abandonment, without a total change of our habits. My recent visit to the Northern States has fully satisfied me that the true secret of our difficulties lies in the laziness on the part of those who ought to labor. We need never look for thrift while we permit our immense timber forests, granite quarries and mines, to lie idle, and supply ourselves with hewn granite, pine boards, laths and shingles, etc., furnished by the lazy dogs at the North--ah, worse than this, we see our back country farmers, many of whom are too lazy to mend a broken gate, or repair the fences, to protect their crops from the neighboring stock, actually supplied with their axe, hoe and broom handles, pitch forks, rakes, etc., by the indolent mountaineers of New Hampshire and Massachusetts. The time was, when every old woman in the country had her gourd, from which the country gardens were supplied with seeds. We now find it more convenient to permit this duty to devolve on our careful friends, the Yankees. Even our boat-oars, and hand-spikes for rolling logs, are furnished, ready made, to our hand, and what jim-crack can possibly be invented of which we are not the purchasers? These are the drains which are impoverishing the South--these are the true sources of all our difficulties. Need I add, to further exemplify our excessive indolence, that the Charleston market is supplied with fish and wild game by Northern men, who come out here, as regularly as the winter comes, for this purpose, and from our own waters and forests often realize,
Page 208
in the course of one winter, a sufficiency to purchase a small farm in New England.
Oh, fie, Gen. McDuffie, why are you not engaged in the great cause of reforming the habits of your countrymen? You once counted the profit of cotton-spinning, and, to use the language of one of your co-partners, came to the conclusion, that the establishment you were erecting, would be a perfect mint. You engaged in this business with great zeal. Why did you permit the establishment to dwindle, sicken and die, purely for want of that attention, which you well know is essential to the success of your cotton plantation? Why did you not follow the patriotic example of the Lowells, Bootts, Jacksons, Appletons, and Lawrences, of Boston? who, after fighting for years with their native State against the protective system, and finding it fastened upon her, did not stop to preach the doctrine of State resistance, but at once withdrew their capital from the channels of commerce, which had hitherto yielded them princely fortunes, and commenced cutting their way into the forests of Massachusetts, damming up rivers, digging canals, and erecting manufacturing establishments, which have yielded to their country tenfold the capital invested in them, and they that are now living, are enjoying well-earned fortunes, and have the satisfaction of knowing that they gave the impulse to a system which has elicited every energy that the State is capable of exerting.
Had you, in your new-born zeal for manufacturing, mixed a little more patriotism with your efforts, you would have taken the pains to ascertain why your Vaucluse establishment did not realize the sanguine expectations of its proprietors. You would have put your own shoulders to the wheel, and by investing a portion of your large planting capital in the concern, with your known industry, you could not have failed to build up an establishment, far more lucrative than your planting interest. This itself would have given an impetus to manufacturing worth millions to our State. Had our respected General Hamilton, in his zeal to build up Charleston, engaged in manufacturing, instead of commerce, with his own talents, business tact and perseverance, success would have been inevitable. This would have placed him beyond the reach of that withering storm which shipwrecked the fortunes and blighted the prospects of the wisest merchants in the world. With his large capital and due attention, there can be no doubt as to what would have been the result of his engaging in cotton manufacturing. Had these two gentlemen, Gen. McDuffie and Gen. Hamilton, put their capital into manufacturing in 1833, there is no telling to what extent it would have changed the investments of the State. It would, in all probability, have saved the greater portion of the large sum lost to our citizens by the failure of the United States Bank, and it would certainly have made valuable producers of many individuals who are now worthless consumers.
CHAPTER II.
A change in our habits and industrial pursuits is a far greater desideratum than any change in the laws of our government, which the most clamorous opponents of the tariff could devise. He who has possessed himself of the notion that we have the industry, and are wronged out of our hard earnings by a lazy set of scheming Yankees, to get rid of his delusion, needs only seat himself on the Charleston wharves for a few days, and behold ship after ship arrive, laden down with the various articles produced by Yankee industry. Let him behold these vessels discharging their cargoes and count the cost to South Carolina. From the month of September till May, our wharves are crowded, not only with the articles manufactured by the handicraftsmen of the North, but with vast quantities of dairy articles, and all kinds of culinary vegetables, which are far better adapted to the soil of South Carolina, than to those places where they are grown. Here may be seen a picture that ought to bring a blush on the face of the statesman who would advocate legislative resistance as the remedy for our State. It ought to make every citizen who feels an interest in his country, ashamed to visit the clothing stores of Charleston, and see the vast exhibition of ready made clothing, manufactured mostly by the women of Philadelphia, New York, Boston and other Northern cities, to the detriment and starvation of our countrywomen, hundreds of whom may be found in our own good city in wretched poverty, unable to procure work by which they would be glad to earn a decent living.
One would not suppose that the South was laboring under embarrassment, if he were to see the crowds that are continually thronging the Northern cities and places of amusement. I have heard
Page 209
the number variously estimated at from 40 to 60 thousand in one summer. Taking the lower estimate of the two and allowing for the expenses of each individual $300, (and this is certainly below the mark,) we shall have $12,000,000 transferred yearly from the South to the North, by absenteeism. As bad off as we know South Carolina to be, yet we are certain she furnishes her full quota, of this immense sum. Go where you may, in the city or out of it--in what direction you please, and you can scarcely set your foot into a railroad car, in which you will not find some half dozen persons from this State. The register book of every fashionable hotel that I visited, exhibited a large share of names, with South Carolina attached to them. Nor are our people remarkable for their economical habits, as the bar-keepers will inform you, that their wine bills exhibit liberality even to wastefulness. You may see them too, flying around cities, in the finest and most costly equipages that money can procure, and while a millionaire of New York is content to ride in an omnibus, from Wall street to the upper part of the city, many of these persons, not worth ten thousand dollars, would be ashamed to be seen in such vehicles. With tailors, milliners, mantua-makers, etc., these persons are considered to have gold without measure, and it is a perfect windfall for them to meet occasionally with one. You cannot step into a furniture store, carpet ware house, or dry goods establishment, where fine silks and laces are sold, without meeting persons from our State, making lavish expenditures and purchasing thousands of articles of wearing apparel, which are not worn until they return home, where the same articles can be obtained in the stores of our own tradesmen, at cheaper rates than those at which they were purchased at the North.
At one tailor's establishment in Boston, I was informed by the proprietor that his sales for the last year, to Charleston, alone, amounted to upwards of $50,000, and this year he expected they would reach $80,000. How much trade others in Boston in the same business receive from Charleston, and what amount falls to the lot of the fashionable clothiers of New York and Philadelphia, cannot be estimated, but there is little doubt, that the amount would be found quite sufficient to support three or four fashionable establishments in our own city.
Let South Carolina be true to herself, let her go to work with a determination to resist the Northern tariffites, by resolving not to purchase or use their articles of manufacture. This will cure the evil, and bring us to the point we desire to arrive at, by an easier and much shorter road than legislative action. Limited as our manufactures are in South Carolina, we can now, more than supply the State with coarse cotton fabrics. Many of the fabrics now manufactured here are exported to New York, and, for aught I know, find their way to the East Indies. We can most assuredly make our own axe handles, raise our own cabbages, beets, potatoes, and onions; our boys, as in olden times, may be taught to make their own toy wagons and wheel-barrows, our wives and sisters can hem our handkerchiefs and bake our bread. If we continue in our present habits, it would not be unreasonable to predict, that when the Raleigh railroad is extended to Columbia, our members of the Legislature will be fed on Yankee baker's bread. Pardon me for repeating the call on South Carolina to go to work. God speed the day when her politicians will be exhorting the people to domestic industry, instead of State resistance; when our Clay Clubs and Democratic associations will be turned into societies for the advancement of scientific agriculture and the promotion of mechanic art; when our capitalists will be found following the example of Boston and other Northern cities, in making such investments of their capital as will give employment to the poor and make them producers, instead of burthensome consumers; when our city council may become so enlightened as to see the propriety of following the example of every other city in the civilized world, in removing the restrictions on the use of the steam engine, now indispensable in every department of manufacturing, and to be found by hundreds, from the cellars to the garrets of houses, in the most densely peopled parts of Philadelphia, New York, Boston, and other cities. God speed the day when our State may contain hundreds of such men as Mr. Simmons, of Rhode Island, who manufactures as large a quantity of cotton, as is produced on Gen. McDuffie's plantation, in South Carolina, on which Mr. S. realizes a larger profit than falls to the lot of Gen McDuffie. This, he seems to think, is not just as it ought to be, and complains bitterly of the government for passing such laws as he, Gen. McDuffie, supposes to be instrumental in producing this result. This I apprehend, however, to be altogether supposition and not founded on fact. However
Page 210
oppressive the tariff may be to South Carolina, I cannot see its bearing on this case, for I will venture to assert that Mr. Simmons is far more heavily taxed by the general government than Mr. McDuffie, and receives no greater bounty in return. A large portion of Mr. Simmons' investment is in machinery, and probably of English manufacture--for there are large quantities of European machinery used in Rhode Island. On this outlay, he pays to the government a duty of 40 per cent. Personally, he certainly consumes as many taxable articles; and his fine dressed factory girls must pay four times the tax to the government that is paid for the clothing of Gen. McDuffie's negroes--leaving out of the case the fact that he Gen. McDuffie) raises his own wool, and spins and weaves it, on his own place, being only at the expense of cotton warp thread, to make the Linsey, which constitutes the winter clothing of his negroes. He purchases blankets for the use of his slaves. Mr. Simmons, in the rigorous climate of Rhode Island, is not without the same necessity, for the use of his operatives.
I will now proceed to investigate which man should be considered the most useful to his country, he who manufactures 600 bales of cotton into cloth, or he who produces the same from the soil? It will be borne in mind that, at this time, there are vastly more cotton goods made in the United States than is sufficient to supply home consumption; consequently a large portion of them are exported to foreign nations. There are now about two hundred and fifty thousand new spindles being made and imported, to be put in operation in this country, in the course of the coming twelve months. These will be competent to consume one hundred thousand additional bales of cotton, of three hundred and forty-five pounds each. As the home market is already over-supplied, the capitalists now embarking in the business, cannot look to anything but foreign trade, for the consumption of their fabrics. This hundred thousand bales of cotton, when worked up, will have to be exported, and for each hundred bales of domestics so shipped away, the manufacturer according to our mode of calculation, will have to pay to the government forty bales, for returning the same to this country in merchandise.
It is not at all probable that Mr. Simmons exports all his fabrics; for the markets to which we export, are notoriously better than we can find at home. These goods will find English competitors in any country to which they may be taken, and the fact that the cotton manufacturers of this country, can effect sales abroad at remunerating prices, is conclusive evidence that such goods are sold in this country, free of duty--and that those engaged and engaging in this branch of business, are not looking to government for laws to enhance the price of their goods.
To proceed, I will now suppose that Mr. Simmons, of Rhode Island, manufactures the same quantity of cotton that Gen. McDuffie raises. One acquainted with both branches of the business, would then come to the conclusion, that the former employs about half the number of hands that are engaged with the latter; and, to make a clear case of it, I will suppose Mr. Simmons to be located in South Carolina, on the Savannah river, by the side of Gen. McDuffie, and that the latter raises 600 bales of cotton, while the former converts into cloth, and ships it to a foreign country, bringing back for the same, 25 or 30 cents per pound instead of 6 or 7 cents, as the raw material would, if sent away. Which of these two individuals, then, should be considered the more useful to his country? It would not take a school boy long to decide the question. It cannot be denied that, whether in Rhode Island, Maine, or South Carolina, he who takes a raw material and converts it into a fabric, increasing its value fourfold, and sends the same to a foreign country, to be returned in merchandise, or money, is a more useful citizen to the country than he who, having a large number of laborers at command, continues to produce an article which the world is already overstocked with, thus adding to a cause which may carry prices to a point, far below what has ever yet been known, and which may prove ruinous to our whole country. No man can doubt the fact, that any large cotton planter would be a far more useful citizen, were his plantation converted into a provision farm, and he engaged, as Mr. Simmons is, with half his force, in cotton spinning--consuming 600 bales of cotton, instead of producing the same--thus lightening instead of increasing the burden of the country.
CHAPTER III.
However unpopular the doctrine of encouraging domestic industry, in South Carolina, may be, I feel satisfied that there are few individuals so ultra in their notions, with regard to our
Page 211
being exclusively agricultural, that will not feel charmed with the idea of domestic industry; it carries with it the idea of an improved condition of our country--of compensated industry, and comforts around us. It is to be lamented that our great men are not to be found in the ranks of those who are willing to lend their aid in promoting this good cause. Are we to commence another ten years' crusade, to prepare the minds of the people of this State for revolution; *
* Those who are disposed to agitate the State and prepare the minds of the people for resisting the laws of Congress, and particularly those who look for so direful a calamity as the dissolution of our Union, should, above all others, be most anxious so to diversify the industrial pursuits of South Carolina, as to render her independent of all other countries; for as sure as this greatest of calamities befalls us, we shall find the same causes that produced it, making enemies of the nations which are at present, the best customers for our agricultural productions.
thus unhinging every department of industry, and paralyzing the best efforts to promote the welfare of our country. Already do we hear of persons, high in the estimation of our State, largely engaged in cotton planting, and on the side of State resistance, expressing doubts as to the permanency and safety of any investments that can be made in South Carolina. Lamentable, indeed, is it to see so wise and so pure a man as Langdon Cheves putting forth the doctrine, to South Carolina, that manufactures should be the last resort of a country. With the greatest possible respect for the opinions of this truly great man, and the humblest pretensions on my part, I will venture the assertion that a greater error was never committed by a statesman. No good is without its evil, and I am free to confess, that when a people become so infatuated with the spirit of manufactures, as to undertake to force large establishments in unnatural existence, at the expense of other pursuits, they are committing an error by making an evil of that which would otherwise be a great blessing. I admit, also, that agriculture is the natural and "blessed employment of man;" but, that a country should become eminently prosperous in agriculture, without a high state of perfection in the mechanic arts, is a thing next to impossible--to be dreamed of, not realized--a picture of the imagination, not to be found in reality on the face of the globe.
What does this gentleman mean by agriculture? Does he intend that we shall follow the footsteps of our forefathers, and still further exhaust our soil by the exclusive culture of cotton? Does he not know that this system has already literally destroyed our State, and driven from it wealth and population--that many of its wealthiest and most enterprising citizens have left it, in search of new and more productive lands? Does he not know that money is not wealth to a nation, unless it is spent within its borders, in the improvement, mental and physical, of the condition of its inhabitants,--in the renovation of its soil,--in the construction of roads and bridges, in the erection of fine houses, and in planting orchards, and making barns for the protection of produce and live stock. This is indeed a kind of wealth that will never be realized in South Carolina, without domestic manufactures. And, lest I be misunderstood as to what I mean by domestic manufactures, I will here state, that I mean the erection of steam mills in Charleston, for every purpose that our mechanics may desire, to enable them to compete with foreigners in the manufacture of thousands of articles, now imported into the State--the erection of steam cotton manufactories to employ the poor and needy of this city, and the hundreds who seem to have little else to do than follow our military parades through the streets--the erection of cotton manufactories throughout the State, to employ our poor and half starved population, whose condition could not but be improved in working up a part of our cotton into cloth to cover their nakedness, and to clothe our negroes and ourselves, at a cost for the manufacture of the coarse fabrics (osnaburgs) of 2¼ cents per pound and for the finer, such as brown and bleached shirtings, drillings, and cotton flannels, of from 3 to 8 cents per pound instead of sending the same abroad to be returned to us, charged with 12 cents per pound for osnaburgs, and from 20 to 65 cents for the other articles named. I mean that, at every village and cross road in the State, we should have a tannery, a shoe-maker, a clothier, a hatter, a blacksmith, (that can make and mend our ploughshares and trace chains,) a wagon maker, and a carriage maker, with their shops stored with seasoned lumber, the best of which may be obtained in our forests. This is the kind of manufactures I speak of, as being necessary to bring forth the energies of a country, and
Page 212
give healthful and vigorous action to agriculture, commerce and every department of industry, and, without which, I venture the assertion that this State can never prosper. This is the state of things that every true friend of South Carolina ought to endeavor to bring about. If he wishes to see her worn out and desolate old fields turned into green pastures, her villages brightened up with the hand of industry, her dilapidated farm houses taken down, to be replaced by opulent mansions, her muddy and almost impassable roads graded and macadamized, let him use his endeavors to make the people of South Carolina think less of their grievances and more of the peaceable means of redress--let our politicians, instead of teaching us to hate our Northern brethren, endeavor to get up a good feeling for domestic industry--let them teach our people that the true mode of resistance will be found in making more and purchasing less; let them endeavor to satisfy our capitalists that we are not on the verge of revolution, but that there is safety in investments in South Carolina, and no necessity of seeking, for such purposes, the stocks of others, or readily convertible ones of our own. There is no lack of capital in South Carolina; Charleston, herself, possesses all the requisites, and it is only necessary that public attention should be properly directed to this vast field, for profitable investments, in this State, and to stop the millions which are being all the time transferred from the South to the North, and with it would be retained amongst us, the enterprising merchant, who, on his retirement from the toils of business, would forget the green fields and pleasant ways of his native land, to mingle with us in domestic industry.
Let the manufacture of cotton be commenced among us, and we shall soon see the capital that has been sent out of our State, to be invested in Georgia State, and other foreign stocks, returned to us. We shall see the hidden treasures that have been locked up, unproductive and rusting, coming forth to put machinery in motion, and to give profitable employment to the present unproductive labor of our country. To give an idea of the various sources from which capital is drawn, for such purposes, I will state how the Merrimack Company, at Lowell, is made up. It is composed of 390 stockholders, of whom there are 46 merchants and traders; 68 females; 52 individuals retired from business; 80 administrators, executors, guardians and trustees; 23 lawyers; 18 physicians; 3 literary institutions; 15 farmers; 40 secretaries, clerks and students; 45 mechanics, and persons employed in the service of the company, who hold stock to the amount of $60,000.
Cotton manufactures have been the pioneers which have introduced and given an impetus to all other branches of mechanism in Great Britain, the continent of Europe, and this country. Taking this for granted, one would suppose, that the persons who established the extensive iron establishment, now in operation in the mountainous parts of our State, although, actuated by an enterprising spirit, counted without their host--it was really putting the cart before the horse. I trust, however, that a change in our industrial pursuits is soon to take place, which will give a new aspect to things in that quarter, that those establishments are yet to thrive, proving to be inexhaustible sources of wealth to our State, and monuments to the enterprise of their projectors. If South Carolina commences the manufacture of cotton in earnest, these works will be brought into requisition, and the iron produced by them will no longer be sent to the Eastern States, to be turned into plough shares for us. The endless source of demand which will spring up for it, will cause a home consumption for it all.
The cheapness of water power, if not the chief, will at least constitute one important element of success with us. There is, probably, no State in the Union in which water power is more abundant. Leaving out of the question as being too tedious to enumerate, the great number of water falls on the tributary streams of the Pee Dee, Wateree, Broad and Saluda rivers, we will notice those only, in the immediate vicinity of our two lines of railroad to Columbia and Hamburg, that is, within five miles of them. In the most healthy regions of the State, abounding with granite and building timber, water power may be found, sufficient to work up half the crop of South Carolina, all of which is nearly valueless at the present time. For the information of such as are not acquainted with the manner of computing the force of falling water, I will state, that the quantity of water used by the generality of saw mills, running but one saw, with a head of 10 feet, will be sufficient to produce, if raised to a head of 15 feet, 50 horse power. From this statement persons may easily calculate what such water-falls would be worth, if located at Lowell, or near Philadelphia. In Lowell water power is sold at $4 per spindle, which is equal to $262 for
Page 213
each horse power. At Manyunk, 5 miles from Philadelphia, it is sold for $100 for every square inch of under 3 feet head, and over a 20 foot fall; this is equal to $1,016 for each horse power[.] It is not so valuable at places unfavorably located; but the price at which it sells in those above mentioned, accounts at once for the eagerness with which such property is sought after, in situations remote from navigation, and even in mountainous countries.
God speed on the glorious result that may be anticipated from so great a change, in our industrial pursuits. Were all our hopes, in this particular, consummated, South Carolina would present a delightful picture. Every son and daughter would find healthful and lucrative employment; our roads, which are now a disgrace to us, would be improved; we would no longer be under the necessity of sending to the North for half-made wagons and carriages, to break our necks; we would have, if not as handsome, at least as honestly and faithfully made ones, and mechanics always at hand to repair them. Workshops would take the place of the throngs of clothing, hat, and shoe stores, and the watch-word would be, from the seaboard to the mountains, success to domestic industry.
CHAPTER IV.
We want no laws for the protection of those that embark in the manufacture of such cotton fabrics as we propose to make in South Carolina; nor does it follow, as a matter of course, that because we advocate a system which will diversify the pursuits of our people, and enable them to export a portion of one of our valuable staples, in a manufactured state, that we wish manufacturers to predominate over other employments. All must admit that, to a certan extnet, the system we advocate could not operate otherwise than to produce beneficial results, by regulating prices--by insuring a certain reward to labor--a profitable income to capital, and by infusing health, vigor and durability into every department of industry. It is a well established fact, that capital employed in this State, in the culture of cotton, does not, with ordinary management, yield more than 3 or 4, and in some instances, 2 per cent.; this being the only mode of employing our capital, except in the culture of rice, how can we expect to retain men of capital and enterprise among us? Those having the first, must be wholly wanting in the last--or they must possess an extraordinary attachment to the land of their nativity, to remain with us under such a state of affairs.
With this fact before us, is it surprising that South Carolina should remain stationary in population? And let it be remembered that the same cause which has produced this result, will continue to operate hurtfully, in the same ratio, as the price of our great staple declines. In all probability, an additional outlet will soon be opened to drain us of our people and our capital. How much this is to take from us remains to be seen. Unless we betake ourselves to some more profitable employment than the planting of cotton, what is to prevent our most enterprising planters from moving, with their negro capital, to the Southwest? What is to keep our business men and moneyed capital in South Carolina? Capital will find its way to places that afford the greatest remuneration, and in leaving our State, it will carry with it, its enterprising owner. These are truly unpleasant reflections, but they force themselves upon us. Who can look forward to the future destiny of our State, persisting as she does, with such pertinacity, in the exclusive and exhausting system of agriculture, without dark forebodings. If we listen much longer to the ultras in agriculture and croakers against mechanical enterprise, it is feared that they will be the only class left, to stir up the indolent sleepers that are indisposed to action, and that are willing to let each day provide for itself.
Since the discovery that cotton would mature in South Carolina, she has reaped a golden harvest; but it is feared it has proved a curse rather than a blessing, and I believe that she would at this day be in a far better condition had the discovery never been made. Cotton has been to South Carolina what the mines of Mexico were to Spain, it has produced us such an abundant supply of all the luxuries and elegancies of life, with so little exertion on our part, that we have become enervated, unfitted for other and more laborious pursuits, and unprepared to meet the state of things, which sooner or later must come about. Is it out of place here to predict, that the day is not far distant, yea, is close at hand, when we shall find that we can no longer live by that which has heretofore yielded, us, not only a bountiful and sumptuous living, at home, but has furnished the means for carrying thousands and tens of thousands of our citizens
Page 214
abroad, to squander their gold in other countries--that we have wasted the fruits of a rich, virgin soil, in ease and luxury--that those who have practiced sufficient industry and economy to accumulate capital have left, or are leaving us, to populate other States.
We shall indeed soon be awakened to look about for other pursuits, and we shall find that our soil has to be renovated--our houses and workshops have to be built--our roads and bridges have to be made, all of which ought to have been done with the rich treasures, that have been transferred to other States. Let us begin at once, before it is too late, to bring about a change in our industrial pursuits--let us set about it before the capital and enterprise be silenced--let the working men of our State who have, by their industry, accumulated capital, turn out and give a practical lesson to our political leaders, that are opposed to this scheme. Even Mr. Calhoun, our great oracle--a statesman whose purity of character we all revere--whose elevation to the highest office in the gift of the people of the United States, would enlist the undivided vote of South Carolina--even he is against us in this matter; he will tell you that no mechanical enterprise will succeed in South Carolina--that good mechanics will go where their talents are better rewarded--that to thrive in cotton spinning, one should go to Rhode Island--that to undertake it here, will not only lead to loss of capital, but disappointment and ruin to those who engage in it.
If we look at this subject in the abstract only, we shall very naturally come to the above conclusions; it is, however, often the case, that practical results contradict the plainest abstract propositions, and it hoped, that in the course of these remarks, it will be proved to the satisfaction of at least some of our men of capital and enterprise that the spinning of cotton may be undertaken with a certainty of success, in the two Carolinas and Georgia, and that the failures which have taken place, ought not to deter others from embarking in the business, they being the result of unpardonable ignorance, and just such management on the part of those interested, as would prove ruinous in any other undertaking.
There are those who understand some things, as well as, if not better than, other people, who have taken pains to give this subject a thorough investigation, and who could probably give even Mr. Calhoun a practical lesson concerning it. The known zeal with which this distinguished gentleman has always engaged in everything relating to the interest of South Carolina forbids the idea that he is not a friend to domestic manufactures, fairly brought about; and, knowing, as he must know, the influence which he exerts, he should be more guarded in expressing opinions adverse to so good a cause.
Those who project new enterprises, have in all ages and countries had much to contend with, and if it were not that we have such immense advantages, in the cheapness of labor and of the raw material, we might despair of success in the manufacture of cotton in South Carolina. But we must recollect that those who first embarked in this business in Rhode Island had the prejudice of the whole country against them. There were croakers then as well as now, and in addition to all the disadvantages we have to contend with, the wide ocean lay between them and the nations skilled in mechanic arts--the laws of England forbade the export of machinery, and affixed heavy penalties to prevent the emigration of artisans, and it was next to impossible to gain access to her manufacturing establishments; so that these men were completely shut out from knowledge. How is it with us? We find no difficulty in obtaining the information, which money could not purchase for them, and which cost them years of toil. The New England people are anxious for us to go to spinning cotton, and they are ready and willing to give us all the requisite information. The workshops of England and America are thrown open to us, and he who has the capital at command may, by a visit to England, or to our Northern machine shops, supply himself with the best machinery that the world affords, and also the best machinists, and most skillful manufacturers to work and keep it in order. With all these advantages, what is to prevent the success of a cotton factory in South Carolina? It may safely be asserted that failure will be the result of nothing but the grossest mismanagement.
It will be remembered that the wise men of the day predicted the failure of steam navigation, and also of our own railroad; it was said we were deficient in mechanical skill, and that we could not manage the complicated machinery of a steam engine, yet these works have succeeded--we have found men competent to manage them--they grow up amongst us, and we are not only able to keep such machines in order, but to build and fit them to steamboats, mills, locomotive carriages, etc., and the shops engaged in this sort of
Page 215
manufactures do away with much of the reproach that attaches to our city--they remove many of the obstacles in erecting cotton factories, for they can furnish steam engines, water wheels, shafting, and all the running gear to put machinery in operation.
CHAPTER V.
Surely there is nothing in cotton spinning that can poison the atmosphere of South Carolina. Why not spin as well as plant cotton? The same hand that attends the gin may work a carding machine. The girl who is capable of making thread on a country spinning wheel may do the same with equal facility on the throstle frame. The woman who can warp the thread and weave it on a common loom may soon be taught to do the same on the power loom; and so with all the departments, from the raw cotton to the cloth. Experience has proved that any child, white or black of ordinary capacity, may be taught in a few weeks to be expert in any part of a cotton factory; moreover, all overseers who have experience in the matter give a decided preference to blacks as operatives.
Montgomery, an English manufacturer, after a residence of eight years in this country (in his Treatise on the Cotton Manufactures of the United States Compared with Great Britain), says: "If the experiment of slave labor succeeds in factories as is confidently expected, the cost of manufacturing the cotton into cloth will be much less there (United States) than anywhere else, so that it will not be surprising if in the course of a few years those Southern factories should manufacture coarse cotton goods and sell them in the public markets at one-half the price, at which they are manufactured in England. There are several cotton factories in Tennessee operated entirely by slave labor, there not being a white man in the mill but the superintendent, and according to a letter lately received from the superintendent of one of these factories it appears that the blacks do their work in every respect as well as could be expected from whites."
There are many reasons why blacks should be preferred, two of which may be adduced. First, you are not under the necessity of educating them and have, therefore, their uninterrupted services from the age of eight years. The second is, that when you have your mill filled with expert hands you are not subjected to the change which is constantly taking place with whites. In the Northern States these are inconveniences of no small moment. In Massachusetts the laws forbid the employment of persons under fourteen years of age unless the employer can show a certificate from a school master, stating that the individual has been at school three months in the year. The teaching of new hands and the constant change of operatives are evils seriously felt; and in the summer season, when it is desirable to ramble in the country many eastern factories have one-third of their machinery standing idle for the want of hands. While on this part of my subject, I would ask, shall we stop at the effort to prove the capacity of blacks for manufacturing? Shall we pass unnoticed the thousands of poor, ignorant, degraded white people among us who, in this land of plenty, live in comparative nakedness and starvation? Many a one is reared in proud South Carolina, from birth to manhood who has never passed a month in which he has not some part of the time, been stinted for meat. Many a mother is there who will tell you that her children are but scantily supplied with bread and much more scantily with meat, and if they be clad with comfortable raiment it is at the expense of their scanty allowance of food. These may be startling statements but they are nevertheless true, and if not believed in Charleston the members of our Legislature who have traversed the State in electioneering campaigns can attest their truth.
It is only necessary to build a manufacturing village of shanties in a healthy location in any part of the State to have crowds of these poor people around you seeking employment at half the compensation given to the operatives at the North. It is indeed painful to be brought in contact with such ignorance and degradation; but on the other hand it is pleasant to witness the change, which soon takes place in the condition of those who obtain employment. The emaciated, palefaced children soon assume the appearance of robust health and their tattered garments are exchanged for those suited to a better condition. If you visit their dwellings you will find their tables supplied with wholesome food; and on the Sabbath, when the females turn out in their gay colored gowns, you will imagine yourself surrounded by groups of city belles. How easy would it be for the proprietors of such establishments, with only a small share of philanthropy to make good use of the school fund in ameliorating the condition of this class of our population
Page 216
now but little elevated above the Indian of the forest. The cause of this degradation and poverty will hereafter be noticed; it is an interesting subject and one that ought to engage the attention of every philanthropist and Christian. It is, perhaps, not generally known that there are twenty-nine thousand white persons in this State above the age of twelve years, who can neither read nor write--this is about one in every five of the white population.
That we are behind the age in agriculture, the mechanic arts, industry and enterprise, is apparent to all who pass through our State; our good city of Charleston speaks a language on this subject not to be mistaken; she has lost 1,000 of her population according to the census of 1840, while her sister cities have doubled and quadrupled theirs; she has had for thirteen years the advantage of the South Carolina Railroad, which under ordinary circumstances should have doubled the number of her population. How does she now stand? Precisely where she stood twenty years ago, and, but for the two conflagrations which swept off many of her old houses she would present at this moment the same appearance that she did in 1824. Where is the city in this age of improvement except Charleston, that a bookbinder or job printer is prohibited the use of a small steam engine to enable him to carry on his business with more facility and to cheapen the price of those articles that we are purchasing from other cities more liberal to their artisans? and where a carpenter is not allowed the use of the same to turn a circular saw or drive a mortising chisel to enable him to compete with others in supplying us with ready made doors, blinds, sashes, shutters, etc? Even the boxes in which our merchandise is packed are made in the city of New York by steam power and brought to our very doors. The bookbinder, tanner, currier, hatter, wagon-maker, carriage-maker, carpenter, turner, tinner, and in fact persons engaged in every branch of mechanism, find steam power indispensable; and knowing as we do, that they are unrestricted in its use in other cities why are our mechanics forbid to use it in this city? There is a strong disposition manifested by this class of our citizens to elevate and improve their several trades and if they are properly encouraged there is no doubt that a great change would soon be brought about; but the labor of negroes and blind horses can never supply the place of steam and this power is withheld lest the smoke of an engine should disturb the delicate nerves of an agriculturist; or the noise of the mechanics hammer should break in upon the slumber of a real estate holder, or importing merchant while he is indulging in fanciful dreams or building on paper the Queen City of the South--the paragon of the age. No reflections on the members of the city council are here intended, they are no doubt fairly representing public opinion on this subject; some of that body are known to be in favor of a modification of these restrictions, which certainly are behind the age and a reproach to our city. Our mechanics ought to rise in their strength and procure the signature of every liberal minded man to a petition to the city authorities asking that they may be placed on the same footing in this respect as the tradesmen of other cities.
These restrictions are but in character with many other things; and while we are on this subject permit me to ask whether any other town of the same size would have allowed the greatest work of the age--the Hamburg Railroad--to come into the city and find its terminus in a mud hole scarcely passable in the winter season for a family carriage, much less for a loaded wagon. It cannot be denied that it is a disgrace to the city and neck that this great work which will immortalize its projectors should not have been met by a stone road leading from it to our wharves. That the hundreds of thousands of bales of produce and merchandise that have entered into and departed from our city during the last thirteen years should have been dragged through the sand and mud of King and Meeting streets demonstrates a fact about which there can be no mistake--the hand of enterprise is not among us. And shall we continue in our downward course? Is it not time that a warning voice were raised to proclaim to the good people of Charleston that in these times of enterprise no city need expect to thrive that does not encourage and foster the mechanic arts and artisans? It is this class of men that gives life, strength and vigor to all branches of trade and every department of life, and if they were properly encouraged our city authorities would no longer have to resort to dram-shop licenses for revenue; money would soon be found to pay her debts and pave her streets. Let our city council begin by removing the restrictions on the use of the steam engine. Who would not rather have an occasional whiff of smoke from a steam engine
Page 217
than the scent of an odious grog shop? The former a benefit, the latter a curse to the community. So far as fire risks are concerned, it would be safer to have three engines than one such magazine of mischief and corruption licensed by our city council under the title of "retailers of ardent spirits."
Need anything be said about the amount of capital required for embarking in these pursuits? It is only necessary to revert to the fact that lands and negroes pay but 3 per cent. when engaged in the culture of cotton, and to name the price of 5 and 6 per cent. State stocks. Need a word be said as to the men who are to carry on these enterprises? It is only necessary to point you to the bone and sinew that are leaving our city and State to enrich and populate others. Any one that has visited Mississippi and Alabama can soon point out the maelstrom that has swallowed up so much of the capital and enterprise of South Carolina.
The period is fast approaching in South Carolina which shall produce a great change in these matters. Many persons are now looking to the subject of manufactures with intense interest, and it is believed that many men of capital would at once embark in this business could this field for profitable enterprise be laid open before our wealthy business men of Charleston, a host of whom can be found with nerves that never tire and with as much forecast and shrewdness as the merchant manufacturers of Boston, and these latter gentlemen see that it is only necessary that Georgia and the two Carolinas shall engage in the manufacture of coarse cotton fabrics in order to monopolize the trade in these articles. What is to prevent such a result? Have we not the raw material on the spot, thus saving the freight of a double transportation? Is not labor cheaper with us than with our Northern brethren? and if we believe that they are reaping such golden harvests what shall prevent our participation in the spoils? Let the ball be set in motion, then will our miserably poor white population at once rise from their ignorance and degradation, and we shall no longer hear the complaint that planting capital will pay no more than 3 per cent. The commerce and trade of our State would at once receive a fresh impulse--our city would become a mart for domestic goods, railroad stocks would increase in value, our city would disrobe herself of her old-fashioned, rusty, tattered and torn garments, to be clad in the fashionable clothing of the day, her whitened walls and improved suburbs would remind the stranger as he passed through, that the hand of industry and enterprise was at work among us. Our retired merchants would find it no longer necessary or desirable to invest their capital or look for rural retirement in other States. They would find that we have in our up-country within a few hours ride of Charleston all the advantages that we can desire for such purposes; and besides spending our money among ourselves, they would also find that there is no better country for the profitable employment of capital or rural retirement than in our own State.
CHAPTER VI.
In New England there are two distinct systems of manufacturing pursued. The Massachusetts and New Hampshire establishments are on an extensive scale and are almost universally owned by joint stock companies, composed principally of the merchants of Boston. They are careful to employ the best talents the country affords, and have matters so systematically arranged that (as will be hereafter shown) there is no possibility of failure, even to a joint stock company, unless the business becomes so profitless as to ruin the whole country. Mills owned, or under the influence of Boston capitalists--such as those in Cabotville, Chickopee, Waltham, Lowell, Nashua, Jackson, Manchester and other places--generally contain about 6,000 spindles each, some 10,000, and recently others are being erected to contain 20,000 and 25,000. Each company has an agent whose office is in Boston, and another at the factory; the latter has direct charge of the mill or mills, as the case may be--for there are frequently two, three and even four factories owned by the same company and in the same enclosure. Each factory has an overseer for the carding department, who, generally speaking, is skilled in this department only; also a spinner, a dresser, a weaver and a machinist. These men have no charge except their particular departments; they hire their own hands, (being under certain restrictions), make certain repairs and direct others to be made by the machinist, and are responsible to the agent for the manufacture at a given number mills per pound. For instance, every Saturday night the agent receives a report showing the number of pounds of raw cotton passed into the carding room and the number of pounds of cloth taken from the weaving room--the carder shows by his pay
Page 218
list that he has carded the same for 6 mills per pound--the spinner that he has spun it for 5 mills per pound--the dresser that he has warped, beamed and dressed it for three mills and the weaver that it has been woven for 8 mills, and baled for one mill per pound. At the end of the month the agent at the factory makes out a statement for the agent in Boston, showing the number of hands employed at the mill, male and female, the average wages paid, the number of pounds of raw cotton used, the number of yards and pounds of cloth produced and forwarded to their commission merchant, and the entire cost of manufacturing and delivering the cloth at Boston, giving the items as above stated. These statements from the various establishments are compared in Boston; in fact, the proprietors club together, compile them and place a book in the hands of each agent for reference, so that they are constantly apprised of what others are doing; and each carder, spinner or weaver knows the minimum cost at which his particular department has been accomplished. The general result proves to the company the fitness of their agent. The cheapness with which any particular department is performed is a test of the skill and industry of the subaltern in charge of the same. Knowing the cost of the raw material, the quantity of waste, the precise cost of producing cloth, and its worth in the market, the manufacturers are at once placed in a position not to sink money unless they choose to do so in times of great embarrassment, as a matter of charity to their hands. These Boston establishments (for so I may call them) are all very similar. The dead spindle for warp, as well as for filling, is universal; and each factory is erected for a particular purpose, and confined exclusively to it. For instance, some mills have their machinery adapted to the manufacture of Osnaburgs and can make nothing else, some are adapted to, and are run exclusively on brown sheetings 37 inches wide, some on ¾ sheeting, some on drillings and others on print cloths. They are run for years on the same thing, and as the proprietors never think of changing, the consequence is that their hands having but one operation to perform become so completely drilled in it that they are run at a speed incredible to one who has never witnessed it.
In Rhode Island things are very different. Providence is the centre of radiation for manufacturing all look to her as the mother of manufactures, as the seat of knowledge in this art. In this State, although there are many joint stock companies yet individual establishments predominate. There are many large establishments owned by persons reared behind the spinning-jenney, others owned by capitalists and rented to practical manufacturers. Many mills fitted with water wheels are built by persons owning water power and rented to others owning machinery. Every pound of water power is already employed, steam power is getting into use, and manufacturing may be said to be the business of Rhode Island. Wages are lower here than in Massachusetts and economy is more generally practiced. They make fine goods and add a far greater value to each pound of cotton, realizing in quality, by skill and close application what the Massachusetts people do in quantity, by their coarse fabrics. In Rhode Island English machinery is often used, the live spindle for warp and the mule spindle for filling, this being doubtless the best kind of machinery for fine goods and skillful operatives; but it is evident that the Massachusetts machinery is the sort that should be introduced among us, and that the system pursued in that State is the one best adapted to our habits and institutions. Cotton manufacturing will not probably be speedily introduced into this State unless our business men of capital take hold of it. Merchants and retired men of capital may erect factories and work them with white hands or purchase blacks for the purpose. Our wealthy planters may engage in the business and turn their young negroes in for workers, but it will be long before the Southern States shall have a set of manufacturers similar to those in Rhode Island; they must grow up among us, as engine runners and railroad engineers have done.
I will now give a statement of the cost of manufacturing in Massachusetts; which being so nearly the same throughout the whole country, it will be necessary only to name one or two establishments to form a correct estimate of the whole; and it is proper to select such as are making the kind of goods that is desirable to introduce into this State. I will therefore notice four mills in Lowell, belonging to one company, and in the same enclosure, under one agent. They contain each 7,168 spindles and 216 looms; they are constructed to spin Nos. 12 and 14 yarn, and to weave 37-inch sheetings, 3 20-100 yards to the pound, ¾ sheetings 4 55-100 yards to the pound and drilling 2 85-100 yards to the pound. The two mills engaged in making 37-inch sheetings
Page 219
turned out for the six months ending 30th June last, say mill No. 2 produced in the same time 571,869 pounds, being 1,820,776 yards. The other two mills produced similar results. The cost per pound for the labor of manufacturing in the two mills was as follows:
MILL NO. 1.
| For carding | 6 75-100 mills |
| For spinning | 7 46-100 mills |
| For dressing | 4 65-100 mills |
| For weaving and baling. | 1,3 05-100 mills |
| Total cost | 3,1 19-100 mills |
MILL NO. 2.
| For carding | 6 18-100 mills |
| For spinning | 7 51-100 mills |
| For dressing | 4 71-100 mills |
| For weaving and baling. | 1,2 73-100 mills |
| Total cost | 3,1 13-100 mills |
It will, by this statement, be perceived that the cost for the manufacture of this article (the wholesale price of which, at the present time, in this market is 7 cents per yard) is but 3 cents 1 mill and a fraction per pound.
Let us now suppose the operation to be performed in this State. The raw material would cost 5 cents, allow 10 per cent for the waste and we have for the cost of the raw material 5 cents 5 mills; add to this 3 cents 1 mill and we have 8 cents 6 mills as the entire cost of one pound of cloth, 3 20-100 yards to the pound, which at 7 cents per yard gives 22 cents 4 mills as the value per pound of the cloth manufactured. The quantity of cloth turned out by the two mills in six months was as follows:
| 1,133,431 pounds at 22 cents 4 mills Gives | $253,884 50 | |
| Cost of raw material | $61,837 71 | |
| Cost of labor in the mill | 35,205 81 | |
| 97,843 52 | ||
| Gross profit | $156,840 98 |
From the above result it appears that the enormous sum of $156,840.98 would be left to pay the outdoor expenses of two mills for six months, the balance being net profit to the owners.
In my calculations showing the large gross profits accruing to the Lowell companies, it must not be supposed that these companies are dividing such large amounts as net gains to their stockholders. It is a fact clear enough to any one, that the difference between the cost of the raw material and the price of goods manufactured is made to the community in which the operation is performed; yet, lest those disposed to embark their capital in such pursuits should be deceived by the statement, I will state the average profits of the Lowell companies from the beginning of their existence to the present time with this remark that the Massachusetts company, from some cause or other, (probably the embarrassed state of trade from the year 1840 to the latter part of 1843), were not in haste to put their machinery in operation, a portion of which was not worked until May, June and July last, and some portion even as late as the middle of July had not yet been started.
While speaking of the net gains of the Lowell manufacturers we must not be unmindful that the town of Lowell manufactures about 66,313 bales of cotton, 345 pounds to the bale and adds (by simply spinning and weaving) about 20 cents to the value of each pound, making a gain to that place and its vicinity of upwards of $4,000,000; a sum equal to one-third of the capital invested in this branch of cotton manufacturing in that place, and equal in value to the entire crop of this State.
I will now exhibit a statement of another mill in Lowell engaged in making Osnaburgs, the machinery being adapted to this particular article, and making nothing else. This mill contains 64 carding machines, 4,864 spindles and 152 looms. It is worked by 174 hands and spins No. 4½ yarn. It turned out in the six months ending 30th June last, 796,900 pounds of cloth, two yards per pound, making 1,598,800 yards of Osnaburgs. The cost for manufacturing which, in the mill was as follows:
| For carding | 5 94-100 mills |
| For spinning | 4 48-100 mills |
| For dressing | 3 22-100 mills |
| For weaving | 8 15-100 mills |
| For baling, etc. | 0 88-100 mills |
| 2,2 67-100 mills |
It will thus be perceived that the entire cost for the labor employed in making this article is 2 cents 2 67-100 mills per pound. The cotton that is worked into these goods being very inferior, is worth in this market not over 4 cents per pound, therefore the value of the raw material for this establishment, adding 12½ per cent. for waste, say 896,512 pounds of raw cotton at 4 cents being $35,860.48-100, and the cost for manufacturing the same at 2 cents 2 67-100 mills per pound of cloth, is $17,933.75-100; while the market value of the same, say 1,593,800 yards at 9 cents per yard is $143,842, leaving a balance of $90,047.77-100 to pay outdoor expenses
Page 220
such as commissions, freight, oil, starch, insurance, interest on capital, etc. Generally speaking, all expenses after paying operatives, (interest on capital included) are covered by ½ to 1 cent per yard, according to the quantity of the cloth turned out. These are not mere speculations but actual results that can be vouched for; they present a fact that cannot but strike a cotton planter with great force, viz.: that 174 hands in twelve months convert 4,329 bales of cotton, 345 pounds to the bale, into cloth--about 24¾ bales to the hand; thus adding over $40 to the value of each bale.
Statements of other establishments in Cabotville, Fall River, Nashua and Manchester are at hand, but it is not necessary to add them as the results are similar. The last mentioned place, Manchester, in New Hampshire, is located on the Merrimac river, at the Amoskeag Falls. The first manufacturing establishment was built at this place in the year 1838 in the woods; it now has five--the three Stark mills and two belonging to the Amoskeag Company. These five mills contain 37,720 spindles and 1,106 looms. Two new mills are being erected, one to contain 20,000 spindles and 600 looms the other 25,000 spindles. The result of establishing these factories is that a flourishing town which now contains 7,000 inhabitants has grown up in the woods. It is supposed that the two mills now erecting, together with those already in operation, will have the effect of doubling the population in two years and in all probability this town in ten years will exceed that of Lowell both in wealth and population.
I might mention many other places that have risen rapidly from the manufacture of coarse cotton fabrics, a business that belongs legitimately to us at the South. At the risk of being considered tiresome, I will name one more The town of Newburyport, Mass., was a thriving place and one of considerable trade, but from various causes it declined. Its trade had been absorbed by Boston and other places, so that its shipping interests had deserted it and its wharves were desolate and valueless, town property had become worthless and everything about it seemed going to ruin. A few of its most enterprising property holders determined to make an effort to resuscitate it by establishing manufactures, and having no water power they resorted to steam. It acted like a charm. The three or four establishments put in operation have all done well and produced a new state of things. The wharves are now crowded with shipping, the sound of the hammer is heard in every direction, new houses are being erected and old ones have been remodeled, real estate has not only advanced to its original value, but doubled and puadrupled it; and so it would be with Charleston, Augusta, Columbia and other places at the South.
CHAPTER VII.
I will now undertake to show the cause of failure in cotton spinning, in this State, and the measures that must be adopted to prevent similar results hereafter. In these efforts, I trust it will be proved that no fair experiment or even an approach to it, has yet been made. The Saluda and Vaucluse Manufacturing Companies standing foremost, shall be first noticed.
These companies were formed in the year 1833, and there can be no doubt that they were stimulated to action by the best and most patriotic motives; but, however praiseworthy the motives, the result has been the cause of more harm to South Carolina than can be repaired for many years to come. The failure of these companies is brought to the view of every one who turns his attention to the subject, and the effect is to dampen ardor and wither all such enterprises in the bud. These two establishments stand like rocks in the ocean to warn the mariner of the approach of danger; but it is hoped that on nearing the objects they will be found to be mere delusions.
The original proprietors of the Saluda mill were a company formed with the expectation of running 10,000 spindles, to make osnaburgs, shirtings, drills, muslins, fine yarn, coarse yarn, in fact everything that might be desirable to fill the shelves of a Columbia merchant. They seemed not to anticipate the necessity of looking to any other market for the sale of their goods. They employed a man wholly ignorant of such matters, (one who did not even know the difference between a throstle and mule spindle), to lay out the establishment and get up the machinery, which was made by Mr. Alfred Jinks, of Bridesburg, near Philadelphia. It is fine machinery, but better adapted for making muslins than osnaburgs. This machinery is so arranged as to render it impracticable to adapt it to the Massachusetts system, and cannot, without many alterations and additions, be made to turn off, with a given number of hands, more than one-third the quantity
Page 221
stated as the product of the Lowell mills--certainly not more than one-half with the very best management. The different gentlemen who have been interested in this establishment have attributed its want of success to the bad management of agents; but the secret lies beyond the reach of overseers and until many dollars are expended in new, or in altering the present machinery--and a new system both as to the production and sale of their goods, is adopted--they may not expect to realize profit.
Now, in the outset, if this company (composed of gentlemen of sufficient intelligence to carry on any enterprise), had gone to Boston for advice they would have been warned against the course they pursued, as being one that must inevitably lead to failure. They would have been advised to undertake the making of but one article, either osnaburgs or coarse sheeting; to get all their machinery of the same description adapted to the particular article they proposed making; to nail their colors to the mast, taking it for better or for worse; to hire a carder, spinner, dresser, weaver, and an active and skillful young man as an overseer--taking the best talents that Massachusetts could afford. These men get from $1.50 to $2 per day and by adding 25 or 50 cents more they would have offered inducements that would have commanded the very best. They should have employed a merchant in Columbia to purchase their cotton and receive their goods who, after supplying the Columbia market should have shipped the balance to Charleston where there should have been one agent. The merchant at Columbia should have been made to clear his shelves of all similar goods and not to offer them for sale in broken packages--to sell in Columbia quantities not less than five bales at the Charleston prices--to keep a set of books and make monthly exhibits to the stockholders, showing the number of pounds of cotton sent to the mill and the number of yards and pounds of cloth returned. Had this system been pursued, it would have been only necessary to keep up a correspondence with the Lowell and other companies, receiving monthly statements to be compared with their own in order to know at all times whether the mill was turning out its proper quantity. Every member of the company would soon have become so well acquainted with factory details as to enable him to judge what quantity of cloth a given number of spindles ought to turn out and the proof would, at all times be at hand, whether the agent was doing his duty or not. There would then have been no chance for leaks. The books of the Columbia agent would have shown whether a sufficient number of pounds cloth had been returned for a given quantity of cotton, after making a reasonable allowance for waste. The Charleston agent should have had entire control of prices. If a discreet merchant he would not have allowed the goods to accumulate, nor would he by forced sales have brought an undue pressure on this market; the prices in which do not now, but should always range up to the New York market. It should have been this merchant's province to find markets for the goods in New York, Philadelphia, Baltimore, New Orleans, Mobile and other places.
Now, had all this been done, there can be no doubt as to the result. This company instead of wasting its capital would have made immense sums of money, and in all human probability, their success would have brought into existence by this time, in the immediate vicinity of Columbia ten such establishments as those described in Lowell and leaving out of view the profits which would have accrued to the owners, (for it matters not whether they be gainers or not), the difference between the cost of raw material and the sum received for the sale of the manufactured article, would have been a clear gain to the people of Columbia and its neighborhood. The difference between the value of the raw material here and of the goods produced by the three mills spoken of in Lowell for the six months ending 30th June last, would be $294,064 or $596,128 per annum. Ten such mills producing similar results would yield to the community in which they were located the sum of $1,897,093. This would have doubled the population of Columbia. Many an enterprise never dreamed of before would have had its birth and been matured by this time within her limits. Artisans from all parts of the world would have found their way to this delightful spot and her suburbs would now be ringing with the busy hum of work shops, while her streets would now show the marks of an increased trade and she would not only be the capital but the pride of our State.
I will now proceed to give a history of the Vaucluse Manufacturing Company, and of its manufacturing establishment, erected in the year 1833. This company was no doubt stimulated to action by the disposition that pervaded this State about that time for manufacturing,
Page 222
bringing into existence the Marlboro, De Kalb, Saluda, and two or three smaller mills, and it is truly unfortunate for this State that such mistakes should have been made.
Gen. McDuffie and our worthy fellow-citizen, the Hon. Mitchel King, were two of the principal stockholders in the Vaucluse Company. One would suppose that such men, engaging in a new enterprise, would have given the subject some sort of investigation. The position that these gentlemen occupy in the State, as to fortune and other things, is a proof of their ability and eminent success in such enterprises as have engaged their attention; but unfortunately for them, in this instance, they only look across the waters at the promised land--they fitted out their bark for the voyage but went to sleep at the helm.
This company obtained a charter from the Legislature and organized themselves by electing a president and five directors. They wrote to Paterson, N. J., for machinery suited to the manufacture of cotton and wool, fine and coarse cloth, assorted yarns, etc., thus as will be perceived, splitting on the same rock which wrecked the Saluda Company. They committed the same error of not looking beyond the supply of the immediate neighborhood and so complicated their machinery as to render it impossible for it to produce profit, except by the nicest and most skillful management. The present proprietors of this establishment have sold the woolen machinery and are remodeling the balance, but it will have to receive many additions in new machinery before it will be capable, with the best management, of turning out the quantity, per hand, that the Massachusetts mills do.
The strangest part of the story remains yet to be told. As above stated, this company elected a president and five directors to manage their affairs. This board ordered the machinery to be made and sent out; appointed an agent to superintend the erection of a suitable building for it and houses for the operatives. Will the fact be credited that this board of directors never had a meeting after its first organization, not even to receive the building from the contractor's hands? The factory ran thus neglected by those appointed to look after its affairs, for two years and six months and is it surprising that instead of making money, they should have incurred a debt of $6,000? Fortunately for the company an individual undertook to purchase some of the shares, and after possessing himself of a number sufficient to excite some interest he looked into matters and found the mill in charge of an ignorant Englishman who received $5 per day. He knew nothing of the business and as was afterwards proved, had never before had charge, even of a single department in a mill. He was, in fact, only a common operative with neither truth nor honesty in him. This gentleman immediately determined to apprize the company of their real condition. It was with the greatest difficulty that a sufficient number of the stockholders could be brought together to form a quorum in order that measures of relief might be taken; and but for the debt of $6,000, which was about to go into judgment, it is very questionable whether a meeting could have been obtained. The result of this meeting was that the property was offered for sale. The gentleman alluded to above who had purchased into the company took up his abode at the factory as a summer residence, discharged the Englishman overseer and took charge of the establishment in person, made the factory turn out double its former product, purchased the cotton and other supplies, sold the goods, etc., and in eight months previous to the sale made a net sum for the owners of about $11,000. This paid the debt and left a surplus of $5,000 and but for this circumstance the establishment would have sold for a mere song. The shares, fifty-four and a half in number, cost originally $1,000 each. The sale produced about $750 per share. So ended the Vaucluse Manufacturing Company, and it is a matter of surprise that the stock-holders did not sink their entire capital.
This company was followed by an individual owner, who it is said realized profit; but his affairs were so complicated and embarrassed that the mill received but little of his attention and being one of the kind, as before stated, which requires the strictest attention it could not be expected to flourish. Its size forbids its being brought under the same system and producing similar results as the Massachusetts mills, and however profitable it may be to its present owners it can never be considered a fair test of what cotton manufacturing will be when properly introduced in this State.
Now, when we take all things into consideration it is really a matter of surprise that we have not long since made cotton manufacturing one of our leading occupations. When the Boston merchants embarked in it they were as
Page 223
ignorant of it as we now are, while the Rhode Island people were eminently skilled in it; but this did not deter the former, when driven from their favorite occupation from engaging in it. These gentlemen, not unlike our merchants and capitalists, and very similar to our intelligent cotton planters, embarked immediately in manufactures which have indeed yielded them golden harvests. They are not the men to take off their gloves and perform manual manipulations, but they look on with hands in their pockets, precisely as a cotton planter would do, and depend on the skill of an intelligent overseer to produce good practical results. It certainly has not been their economy that has caused them to amass great wealth. Their agents at the mills or overseers, as we would call them, reside in fine houses and wear silk gloves. Their situations are similar to those of our bank presidents in Charleston; they have fine offices and clerks to attend to their book-keeping; and let me here inform you that in the ten corporations in Lowell not one of the agents is a practical manufacturer, that is, a man brought up behind the spinning machine. Six out of the ten are lawyers; they are, however, shrewd business men who look well to hiring good subalterns and see that the results of the factory show that they not only understand but perform their business. They pay immense sums for water power. It would seem that economy was no part of the system of Boston manufacturers, for go where you may you will find that they have indulged their fancy, by laying out immense sums of money in the erection of elegant and ornamental edifices for their machinery and in arranging their grounds. They have actually built palaces for their overseers; and the boarding houses for the accommodation of their operatives are what we in Charleston would call fine houses, not inferior in quality and appearance to the best buildings in the newly built portions of our city. I do not certainly exaggerate when I say that the most indifferent overseer's house in Lowell, at least such as I saw, cost more than the whole village of Vaucluse, containing upwards of 200 inhabitants including a comfortable dwelling recently built as a residence for one of its owners; and more money than all the houses which serve to accommodate the operatives of the Saluda factory.
Not one-fourth of the large capital represented in the table is invested in machinery. A large portion has been expended in the purcase of water power and in erecting expensive edifices for their machinery, and houses for their overseers and operatives. I am certainly not much wide of the mark in stating that the houses belonging to one of these companies and used by their agents and operatives are quite as elegant--fully as costly, and afford as much room as all the buildings on both sides of King street, between Market and Hasel streets; and it must be remarked that, much to their credit, they have made large contributions to the building of churches and the endowment of other public institutions.
When we view all these facts, and recollect that we have water power in any quantity in healthy portions of our State which can be purchased for a trifle, that we have the cheapest country on the face of the globe to live in, (for provisions are as cheap in South Carolina as in Prussia, the cheapest portion of Europe,) adding to this our mild climate, making it even cheaper to live here than in Prussia, that the raw material can be had from 1 to 1½ cents cheaper in the interior of this State than in the manufacturing towns of the North, and that we possess the cheapest steadiest and most easily controlled labor to be found in the United States; what, let me ask, is to prevent our success? In addition to all these facts, when it is borne in mind that the Boston manufacturers pay their operatives $3.75 per week, (this is the average wages paid in Lowell which governs all the other places in Massachusetts) and that while paying these high wages they convert cotton into cloth at a cost of from 2¼ to 3 cents per pound, turning out in coarse fabrics 24¾ bales to the hand (there is no fiction about this,) and it would seem that our conclusions must be irresistible. In my next chapter I shall consider the subject of the manufacturing of cotton bagging as a part of the system of domestic industry in South Carolina.
CHAPTER VIII.
I will now make a few remarks on the manufacture of bagging, which seems to be the first article that strikes the mind of a Southern man when he turns his attention to the subject of manufacturing. All seem to think that it would be a very lucrative business and one that should engage the attention of Southern men. The question is every day asked, why are not our Southern factories making this article? In it there can be no mistake. The cheapness of the raw material is a complete
Page 224
protection against foreign competition, and this together with our cheap labor will be a fortress of defence to us, while we continue to make the coarse fabrics that require no finish and but little skill in their manufacture; especially if we follow the rule already laid down, of sticking to one thing at a time. He who manufactures an axe handle, even if he employ fifty men in the operation, (should the world afford him a market large enough,) will, by sticking to this one thing, attain such perfection in the shape and speed in the manufacture as to obtain a remunerating price in every country where the commodity is used. We must manufacture such articles as require a large quantity of good, sound raw material, about which there can be no deception practiced.
We need not expect in the outset of manufacturing to compete with the Northern people in shapes and colors. We frequently hear complaints from Southern manufacturers engaged in making woolens that they cannot sell their honestly made Linseys in competition with the trash that is brought our here and sold under the name of Kerseys and Linseys; the warp of which is composed of the most inferior cotton thread and the filling of greasy cotton waste, being from its short staple and dirt, wholly unfit for anything else. This is dyed and mixed with refuse wool, such as cloth shearings, etc., and there is but little doubt that in many instances the wool does not constitute 1-20 of the fabric. As an evidence of our gullibility many persons among us are simple enough to do their negroes the injustice of clothing them in this trash, while it would be far cheaper for the owner and better for the slave to have a good sound article made entirely of cotton. The frauds which are continually practiced upon us should teach us a lesson, warning us to encourage a system which shall render us independent of foreigners for such articles. If we have not the men now among us who can work mixtures, shapes and colors, they will soon make their appearance when we shall have got fairly started in the manufacture of cotton; and when manufacturing capital becomes popular for investments in South Carolina, this class of men will be found emigrating to our State.
Heretofore cotton has been so costly a staple that its price forbade the idea of its taking the place of hemp in the manufacture of bagging; consequently there never yet has been any machinery made with the express intention of manufacturing it; recently, however, it has become a subject of great interest and has elicited much attention in Lowell and the other manufacturing towns at the North. Our Northern friends would probably engage in the manufacture of this article but for the fact that the Southern States have turned their attention to the making of coarse cotton fabrics and they, being fully aware of our advantages, well know that the first attempt on our part would supplant them in this article, as we have done in that of Osnaburgs. For, be it remembered, that deficient as our Southern factories are in the essentials for successful competition, they have notwithstanding, long since driven out of this market the article of Northern Osnaburgs. I think I may venture the assertion, that there has not been a bale of such goods imported into Charleston from the North, for the last two years; and were it not that we are so deficient in enterprise it would be just as absurd for the people of the North to undertake this species of manufacture as it would be to import hemp to compete with Kentucky and other places in the manufacture of bagging.
The facility with which cotton can be worked by machinery makes it much easier to handle than hemp, and it will certainly cost much less to manufacture it. It has already been shown that cotton cloth, weighing half a pound to the yard, is manufactured for 2¼ cents per pound, and there is no doubt in the mind of the writer that bagging weighing from 1½ to 2 pounds per yard could be made with half the labor and expense, that is, for 1 cent per pound; and that upwards of 44 bales to the hand might be converted into bagging per annum. The machinery requisite for this species of manufacture is of the simplest kind, and certainly susceptible of being worked by negroes. The manufacture of Kentucky bagging is performed by negro hand labor, no machinery having ever been successfully applied to it. The carding machine now in use in cotton factories would answer for the first part of the process of making cotton bagging. The looms, which should be wider, would not differ much in other respects from the ordinary Osnaburgs looms and should turn out, if well managed, from 100 to 125 yards each per day.
Having no knowledge of the cost of producing hemp bagging in other countries, I shall confine my remarks to our immediate competitor, Kentucky. Hemp is an article that has fluctuated in price almost as much as cotton--the range being from $3 to $11 per cwt. It kept pretty steadily, however, for many years previous to 1840, at an average of $5,
Page 225
since then at $4. The manufacture of it into bagging is, as before stated, performed by hand, and although great improvements have been made in the mode of handling it, yet it is still a tedious operation, requiring on an average 5 hands to each loom--three men and two boys. The hackling, etc., being heavy work, requires able-bodied, active men. In well managed factories the hands are so tasked as to produce, in the summer season 400 yards per week to the loom, and in the winter season 300 yards. I am now speaking of the best managed establishments at this time. It is not long since when 12½ cents was considered the worth of manufacturing a yard of hemp bagging, it is now reduced to 5 cents.
I will now proceed to compare the cost of cotton with hemp and give the arguments for and against the manufacture of cotton bagging. It is believed that it will be necessary to make the cotton article weigh 2 pounds to the yard; but to make the comparison more easily understood, we will suppose them both to weigh 1¾ pounds to the yard. It must be remembered that cotton is purchased by the net 100 pounds, while hemp is bought by the gross 112 pounds, the 12 pounds being sufficient to cover the waste in manufacturing; so that for each pound and three quarters of raw hemp we have one yard of bagging, which after adding 5 cents for the labor of manufacture costs 12 cents. Now for the cotton article; and bear in mind that the cheaper the raw material the more waste there is, and that coarse goods cause more waste than fine ones. Let us suppose the cotton to cost 4¼ cents, to which add the loss in manufacture, (say 15 per cent.) and we shall have for the cost of the raw material in a yard of bagging weighing 1¾ pounds 8 cents 5.50-100 mills, or $8.55 for each hundred yards; add to this 2 cents--the cost of manufacturing, and we have a yard of bagging costing 10 cents 5.50-100 mills to the manufacturer. Admitting hemp and cotton to be of equal value and allowing the Kentucky manufacturer to realize 2 cents per yard as his profit, it will be perceived that the hemp article comes into the hands of the wholesale merchant at 14 cents; thus giving to the manufacturer of the cotton article a profit of 3.45-100 cents per yard. This would answer very well if things remained just as they now are, but we must take into consideration the adverse changes that may take place. We must also bear in mind that the cotton worked into bagging must undergo the same preparation that it does for other kinds of cloth, and that only one step beyond spinning it into bagging yarn we have it into thread--a merchantable article in all parts of the world--fit for making any kind of cloth and which has never sold in this country for less than 13½ cents per pound, then considerably below the prices quoted in Manchester. If we double the amount and cost of labor we put the raw material into a fabric that is consumed by the whole human family, the the demand being of such extent as to have no limit. While we feel perfectly secure from competition in the cheapness of the raw material in manufacturing cotton bagging let us not be unmindful of other circumstances, which, although they cannot be brought to bear against other branches of cotton manufacturing, may prove ruinous in this.
The first is, that an advance of 2 cents per pound in cotton, without a proportionate rise in bagging, would take from the manufacturer his whole profit. The second is quite as formidable. I mean the competition of Kentucky, where the improvements in cultivation would enable them to raise hemp at 3 cents per pound, which would pay as well as cotton at 6 cents. Moreover, it is the opinion of those engaged in the manufacture of hemp bagging, that before they would give up the business the cost of manufacture would be reduced to 3 cents per yard, so that the bagging may be furnished to the manufacturer at 8¼ cents per yard. Nor is this all. When we consider the limited quantity of bagging required for the supply of the United States, we may justly have apprehensions of danger from competition among ourselves. Taking the crop of this country at 2,500,000 bales, and allowing 5 yards of cloth for each bale, it would require but 12,500,000 yards per annum to supply the whole United States, and this number of yards does not equal the production of several of the manufacturing companies in Massachusetts. There are two establishments in Lowell that turn out, each, upwards of 13,000,000 yards of cloth per annum. The establishment alluded to in a former chapter having four mills in one enclosure, judging from the product from January to July and taking cotton at its value here, would yield a gross profit of $624,184, on an expenditure for raw material and labor of $391,374, while the gross profit on all the bagging used in the United States at 3.45-100 cents per yard is only $431,250, involving an expenditure of $887,500 in labor and the purchase of raw material.
Page 226
CHAPTER IX.
I will now undertake to discuss the merits of another branch of cotton manufacturing, that of spinning yarn for exportation. But before entering on this subject, I will notice two very common errors entertained among us, which will prove fatal if not removed. The first is that cotton manufacturing is so complicated in its details and requires such nice management to keep it in order, the delicate and complicated machinery that none need expect to succeed in it who have not served a regular apprenticeship at the business. The other is, that the improvements constantly making in machinery render it necessary to lay aside old, and purchase new, in order to keep up with the age.
With regard to the first, (the idea of there being great difficulty in the management of a manufacturing establishment,) I will merely say that it arises from drawing a comparison between it, and the mechanical trades, all of which require skillful workmen to manage them with advantage; but the operations of a cotton factory differ almost as widely from those of a carpenter's shop or any other mechanical trade, as from a cotton plantation. We might, with the same propriety, distrust our capacity to operate steam engines; they are very complicated machines, yet when fed with fuel and water we find them doing their duty and without much mechanical labor. So with the power printing press and a thousand other machines that might be named. The printing press is also a complicated machine, yet, we find it operating well without the aid of the machinist who made it. The same remarks apply equally to a cotton factory. The overseer of the carding department should be skilled in his branch of the business, and understand thoroughly how to keep the machinery of a carding room in order. So with the overseers of the spinning and weaving departments. Each, if he understands his business, will be able to keep the machinery of his department in working order, it being necessary to have a regular machinist only to do large repairs, such as would cause the overseer to be absent himself from the immediate supervision of his department. The common operatives have nothing to do with the keeping of the machinery in order, but simply with the handling of the cotton as it passes through the mill; and the secret of success in a cotton factory is just that which is necessary for the success of any other enterprise. If planting require the skilful direction of labor so is it with a cotton factory. If in merchandizing, economy in all departments of the business and an observant eye as to the results, be requisite to success, so will it be with the manufacturer. He who engages in manufacturing must not expect to lead a life of idleness, it is not without its cares, and is subjected to the mishaps and ups and downs that attend any other department of business in life. The labors are, however, entirely mental and just such as are required to give healthful and pleasant employment to a retired merchant. The man who has devoted the greater part of his life to mercantile pursuits is generally, from his habits, unfitted for literary pleasures; still his habits are so active as to forbid his living in idleness. The supervision of a well regulated manufacturing establishment is above all other employments, the best adapted to such a man. While it serves to keep him from being locked up in stocks. He continues the manager of the fortune he has accumulated by his industry and good management, and becomes a valuable producer to his country; when he would otherwise be induced to follow the popular error of placing his money under the control of corporate institutions managed by men who frequently have no pecuniary interest in them, and who being, often bad managers of their own affairs volunteer in the service of lending other people's money.
We will now proceed to notice the second error alluded to above, viz.: that the improvements in machinery are so frequent as to require old to be constantly replaced with new machinery. There never was a greater mistake than this and in proof of it I will only refer you to Boston manufactories. The same machinery that was put in operation from 1822 to 1828 is still at work and competing successfully with that made recently. Nearly all the useful improvements have been such as could be applied to the old machinery, and the application is usually made by the regular machinist employed about the establishment. The parts which wear rapidly are not material and are easily replaced; such as card clothing, and a few of the journals having a very rapid motion. The live spindle wears out in from ten to twenty years. A machine with 130 spindles, which cost $700, may be repaired and refitted with new spindles for about
Page 227
$125, when it will be about as good as a new one.
We will now take up the subject announced at the opening of the chapter. The spinning of cotton yarn is, beyond doubt, a business that might be undertaken by us with a prospect of eminent success. All the complication in manufacturing takes place after the yarn is spun. The preparation for and weaving into merchantable cloth involves more than half of the labor and expense of manufacturing and by far the most skill and attention. A given number of hands will turn off double the quantity of yarn that could be turned into cloth by the same. But two overseers are required, a carder and a spinner. And there is no good reason, why the name of some of our large planters should not be seen on bales of yarn, making their way to Europe to supply the markets that are now monopolized by the English spinners. England has for years been sending millions of dollars worth of this article to the continent. Since 1832 she has exported to that part of the world from sixteen to twenty-five millions of dollars worth per annum. And what is to prevent us in Carolina, from setting up a claim to a portion of this trade? Are we afraid of Northern competition in this the simplest of all kinds of manufacture? The South has never failed to supplant the North in this branch of manufactures whenever the attempt has been made. Previous to 1833 there were many cotton factories about Philadelphia and throughout the North engaged in making cotton yarn to supply the hand and power loom weavers; but since the erection of mills at Petersburg, Va., Fayetteville, N. C., and in South Carolina and Georgia, the result has been to drive most of these Northern spinners to weaving. The commission merchants of Philadelphia and New York engaged in the yarn trade will tell you that the South has taken complete possession of the market. The home trade in this article may now be said to be ours. Are we afraid of coming in competition with English labor? Notwithstanding what has been said about direct trade and getting goods cheaper from England it is the dearest labor in the world. The Continental powers of Europe have learned this fact and are making every possible effort to perform the operation of cotton spinning for themselves, which they would not think of doing, if they could be supplied from a country that could afford it as cheaply as ours.
The average pay of factory operatives in England is, according to Dr. Ure's statistics of cotton manufactures in Great Britain, $2.50 per week. McCulloch puts it at £22 10s. per annum. It cannot be reduced below this sum, as this is barely sufficient with the great majority of them to maintain existence. Manufacturing establishments are taxed so highly by the British government that it amounts to upwards of fifty per cent. on the price of the manufacturing labor of the Northern States, and more than one hundred per cent. on the value of labor in our own State. Many establishments pay directly and indirectly to the British government 20, 40, 60, and even $80,000 per annum, in the shape of taxes. Let us not deceive ourselves with the idea that goods must be cheap because they are made in a country in which labor is so cheap as barely to sustain life; but let us bear in mind that everything which enters into the support of an English operative is so highly taxed that the sum which is required to afford him a scanty subsistence is double that which would make him comfortable in Carolina. Let us remember that the article which is produced by the English six penny labor is taxed a shilling for the support of an extravagant government. To illustrate this point I will quote the language of Mr. Kirkham Finlay, an English gentleman of great authority in these matters, who, in his report on commerce, manufactures, etc., says: "I think the difference would be this, that if the amount of wages paid in Great Britain, was absolutely necessary for the comfortable subsistence of the workmen, it would be quite clear that whatever pressure there might be those wages could be permanently reduced; but if the money wages paid in America are sufficient to get a great deal more than the absolute necessaries and comforts of life, then, if there is a pressure upon its manufacturers they can so reduce the wages as to meet that difficulty, and by that means undersell the manufacturers here." The enormous taxes levied on all branches of business, but more particularly on cotton spinning, are the duty on the raw material--on flour for sizing, on oil, on the glass which admits the light, on postage, checks, receipts, promissory notes and advertisements--on the money which is borrowed or paid, on the transfer of any property purchased or sold and on the policies of insurance. This last item of tax on the cotton manufactures of England amounts alone to about $360,000 per annum.
Page 228
"The heavy cloths in which the competition of America has been principally felt, are woven with coarse yarns from Nos. 10 to 20. It appears from the schedule of the prices of spinning in the factories of the United States, compared with the prices paid for the same work in Glasgow, annexed to Mr. Kirkham Finlay's letter, to Lord Ashley in 1833, that the prices of spinning these numbers of yarn were for a given quantity 4s. in the United States and 4s. 11d. in Glasgow, being 22 per cent., in favor of America. The prices of carding the same numbers were in the United States 6s 7½d. per week and in Glasgow 7s. 1¼d. per week, being 7 per cent. in favor of America.
"In the operation of dressing the warp of heavy goods, the American has an advantage of 50 per cent. in price and in weaving of 25 per cent., being upon the two taken together, an advantage of 36 per cent. The total charges for dressing and weaving are:
| In England, per piece | 1s. | 2¼d. |
| In America, per piece | 10½d. |
or 36 per cent. of the charges per piece in favor of the United States."--Dr. Ures' Treatise on the Cotton Manufactures of Great Britain.
As we begin to have some practical experience in manufacturing at the South, we can now see what an absurdity it would be for us to pack up our cotton and send it to England to be returned as osnaburgs, taxed from $60 to $80 per bale as was the case formerly; when the same can be converted into cloth, in the immediate neighborhood of the place in which it grew, for one-fourth of the sum. It is equally as absurd in us to send our raw cotton to Europe to be spun into yarn--adding $40 to $50 to the value of a bale which yields the planter of the interior after paying the expense of transportation from $12 to $15 only; thus paying in a double transportation government taxes and foreign labor, four times the amount that it would cost to do the same thing by the labor of our own negroes. When these facts are presented to our view can we have the face to complain that capital employed in directing the labor of our State will not pay more than 3 per cent? Where shall we find as cheap labor as that which we have at our command? I may safely assert it is the cheapest in the world. Which of the two is the cheaper, free or slave labor, is a question not yet decided by manufacturers at the South. All concur that there is no difference as to capability; the only question is whether hired labor is not cheaper than slave labor? There is no difficulty with a Carolinian in deciding what slave labor is worth; and as a proof of the difference between white labor here and at the North, we refer you to the pay list of a factory in Lowell and one in South Carolina, with the explanation that the hands in the Lowell mill are more efficient than those in the South Carolina factory, no operatives being employed in the former under 15 years of age. The weavers and overseers are omitted in both lists. The former being paid by the job, earn about as much here as in Lowell; and each family have one or two of this class who earn from $3 to $3.50 per week, making together a sum that affords them such living as they have not previously been accustomed to. The overseers in both factories receive similar wages. All the hands in the Carolina factory receiving 16 cents and upwards per day are efficient ones; and the girls receiving 20 and 26 cents per day, would do themselves credit alongside of the Lowell spinners.
CHAPTER X.
There is no difficulty in obtaining labor at the prices set forth in the pay list referred to in annexed tables, but it is not desirable that such a state of things should continue. Let manufactures be once introduced among us and the condition of this class of persons will soon become more elevated when they will require higher wages. The cheapness of living, mildness of climate and other circumstances so much in our favor, render 75 cents here more than equal to $1 in New England. In the interior of this State we can put up a comfortable frame and weatherboarded house, spacious enough to accommodate a large family for $140. Fire wood is furnished at $1 per cord and other necessaries may be had at proportionate rates. Compare this state of things with that of any other country. Look at the wages of England and consider that her operatives are but scantily fed, and are without fuel sufficient to keep them comfortable in cold weather; while ours, with their low wages have all the actual necessaries that render a human being comfortable. Consider the fact that in addition to the innumerable and oppressive taxes levied on the English spinner, he is subjected to a tax on the raw material of 5-16 of a
Page 229
penny, half the amount required here, to convert it into yarn. In connection with these facts is it necessary to remind you that we have a large class of miserable poor white people among us, without any employment to render them producers to the State; who, if too lazy to work themselves might be induced to place their children in a situation in which they would be educated and reared in industrious habits. When we consider the deplorable fact that there are 20,600 white people in this State over the age of 20 years who can neither read nor write and that no measures are taken by us to elevate their condition, we must come to the conclusion that there is something radically wrong in South Carolina. If we have proved that there is a field for the profitable investment of capital in the employment of these people, then it cannot be denied that there is a vast opening for philanthropic operations on the part of those who possess the wealth of our State; indeed, this is a field for the exercise of the labors of every Christian in the land. Let us see those that are commendably and zealously engaged in the missionary cause look to it that they are not sending aid to countries in a much better condition, in this respect than our own. If we have 20,600 over the age of 20 years out of 112,000, we of course may add 8,800 out of the 47,855 between the ages of 12 and 20, making in all 29,400 persons in South Carolina over the age of 12 years who cannot read the Bible--a number equal to the entire population of Charleston. These are facts that ought to awaken the sympathies of every educated son and daughter of our State. They are worthy the serious consideration of our politicians who flatter themselves that our State is the paragon of perfection--a bright star, shedding light on the whole Union--whose politicians are capable of giving lessons in political economy to the whole world. It would be well for this distinguished class of persons to give this subject a thorough investigation and see whether so large a portion of our people could not be so employed as to alleviate some of the burdens complained of in South Carolina.
Nearly the whole of this class of persons, and, we may safely add as many more as will make the number fifty thousand over the age of 12 years, are non-producers to our State, purely because they are neglected by those possessing the capital of our country. Labor is capital, and when directed with the energy and judiciously diversified it fixed population and creates a kind of wealth which the spirit of emigration cannot remove--which is not transferable--and which leaves an indelible impress that time alone can efface. Allow that two-thirds of this fifty thousand among which we include the aged and decrepit, be required to raise provisions, make clothing, cook, wash, etc., for the balance, and we shall have left 16,666 persons whose labor, if as well directed as that in the Massachusetts mills at Lowell would turn into cloth a quantity of raw material equal to 5,152 pounds to the hand per annum and a gross amount of 248,878 bales of 345 pounds each, fully as much as is supposed to constitute the entire crop of South Carolina; and if we content ourselves with making no finer cloths than are woven from No. 14 yarn we will add an average value to our staple of at least 15 cents per pound or $12,879,485.80. But we will be satisfied to estimate the capacity of our operatives as being only half that of the Lowell operatives; and in that case ours would only be able to spin this quantity of cotton into yarn, thus adding to the value of each pound of cotton according to the present rates of prices in this State, Philadelphia and New York, 10 cents or $8,586,323.20.
In the town of Lowell there are about 6,500 persons employed in spinning and weaving cotton cloth, one factory making osnaburgs of 4½ yarn, the balance running on drillings, sheetings, shirtings, and printing cloths, from yarn of 14 to 40. They consumed in the year 1843 22,880,000 pounds of cotton or 66,316 bales of 345 pounds each. The Massachusetts mills, four in number, employed 885 hands and turned out 13,520,000 yards or 4,560,000 pounds of cloth about 15 bales to the hand. These mills contain 27,008 spindles. At the same ratio of production it would require 508,554 spindles to turn the crop of South Carolina into yarn; this machinery for spinning only would cost about $7.50 per spindle or $3,814,155. The looms and apparatus for weaving the same would cost about $3.50 per spindle or $1,779,939; making the entire cost of machinery necessary to spin and weave 248,878 bales of cotton $5,594,084. All other expenses, such as buildings, etc., would be the product of our domestic materials and labor; indeed much of the former would also be the product of our labor. Each mill of 5,000 spindles would require about 80,000 pounds of castings, shaftings, etc., all of which might be made in our own State, and of our own materials.
Page 230
If the poor white people of our State are not enough of themselves to make up a sufficient number to turn our cotton crop into cloth, it certainly would not make such draughts upon the agricultural population as to be felt, especially as women and children principally would be required.
Although we may not expect so great a change in our industrial pursuits for many years, yet it cannot be denied that every step towards its consummation will improve our condition. Independent of the fact that we should be supplying ourselves with all the coarser cotton fabrics, we should be enhancing the value of our cotton crop three and four fold; and this is not the most important aspect of the subject; this change could not operate otherwise than to produce a highly improved state of agriculture; to bring around us all other branches of mechanism--to develop among us numberless sources of wealth--and to cut off the immense drains that are now impoverishing us. An advance in the price of our great staple, situated as we are, only serves to widen the avenues through which our wealth leaves us; indeed, it may truly be said that the richer we grow the poorer we are; as an increase of income only begets a correspondent extravagance in expenditure.
What would be the result of cotton's rising to and remaining for five years at 15 cents per pound and then returning to present prices? Any one at all conversant with our past history would say that we should find ourselves in a far worse condition than at present with our soil still further exhausted with no permanent improvements and all involved in debt. Indeed such a period of prosperity would only be brought to mind by the remembrance of the follies we had indulged in and the debts we had contracted in anticipation of a continuance of high prices.
The idea of our traversing the world to employ the steam power and poor people of other countries to do that which could be easily effected by our abundant and now worthless water power and poor people is superlatively ridiculous and if followed out cannot end in anything but poverty and dependance.
"Agriculture, to flourish, must have a market for its surplus productions. And what is a market? Does that magic word reside in any place? Most people seem to think so. A market is everywhere. It is people, not a place--people not engaged in agriculture but employed in the production of something which supplies a human want. And the nearer it is found to the farmer's door the better, the less of his productions are spent in getting them to market. Agriculture can flourish then only where there is a large population engaged in manufactures and commerce.
"Hence the second source of national wealth is manufacturing industry. No nation ever became wealthy by raising the raw material and then exchanging it for the manufactured article. The manufacturing people always have the advantage. They may work day and night, summer and winter, in fair and stormy weather. An agricultural population work only in the day time, when the earth is free from frosts and when the clouds are not disburdening themselves upon the earth. A manufacturing population can avail themselves to any extent of the aid of machinery. The fall of water in the town of Lowell is made to do the work of a million human beings. Everything the farmer raises must be brought out of the earth by main force, by hand work. The farmer's productions are bulky and are often almost consumed in getting them to market. The manufactured article is usually comparatively light in proportion to its value. The farmer, moreover, is obliged to take the chances of unpropitious seasons and occasionally a short crop. But no variation of the seasons has ever been known to produce a short crop of boots and shoes, and no drought has ever been so great as to blight the labors of the loom. With these advantages a manufacturing people will always contrive to keep an agricultural people in debt. Towns and cities will spring up among them and the very fact of a condensed population gives them great advantages. An exclusively agricultural people in the present age of the world will always be poor. They want a home market. They want that enterprise and activity which is engendered merely by bringing masses of people to act upon each other by mutual stimulation and excitement. Why is the balance of trade continually in favor of the North? Because our labor is not sufficiently diversified, because the raw material goes from this very city to the North to be manufactured and then comes back to be worn by our citizens while we have among us thousands and thousands who might work it up, but who are lying here idle, and many of them supported by public charity!"--Southern Quarterly Review, vol. iii. p. 362.
Page 231
Suppose the protective system to be wholly abandoned by the country, how will the change affect our condition as a State? Will it bring back the rich treasures that have left us? Will it bring back the enterprising citizens that have removed from our State to settle in others? Will it be the means of resuscitating our worn out soil? Shall not the sound still continue to be rung in our ears, of ten bales to the hand in Mississippi and three in Carolina? So long as we make the culture of cotton our chief employment will not the same causes continue to exist that are now depopulating our State? Yes, they will and until we make a radical change in our pursuits our wealthy and enterprising citizens will continue to leave us. Let us then set about producing this change. Let us endeavor to bring about such a state of things as shall invite the industry, if not capital of other countries to our State. Let us try to cultivate a good feeling among our people for our Northern brethren. We have no lack of trading men from among this class of persons. Let us offer inducements that shall bring their working men to our delightful climate; they will soon replace the capital that has left our State. They will teach our children lessons of industry and economy. They will furnish materials for the academic schools, recommended by our Governor. They will teach us the value of thousands of acres of swamp land in South Carolina, yet covered with their primeval forest trees. They will teach us lessons in agriculture that shall prove to us that the money expended for an agricultural survey has not been spent in vain; and above all, they will give some of our wise men practical lessons in political economy. Such a change would revive the trade of our city and bring about a new and flourishing state of things in South Carolina.
CHAPTER XI.
I trust that enough has been said on the subject of cotton manufactures to prove the practicability of engaging in them in South Carolina in competition with any other country. To the thinking part of the community it is hoped arguments are not now necessary to show the necessity of changing our industrial pursuits in order to close up the flood gates that are draining our State of its enterprising planters and negro population to people the West and sweeping off millions of mercantile capital to build manufacturing towns at the North. Yes, to build up towns; for Charleston has done her part in this work. It is said, and we believe with truth, that the town of Bridgeport, in Connecticut, one of the most thriving manufacturing towns in that State, has been built by the capital of Charleston. The majority of its largest manufacturing establishments have been put in operation by capital accumulated in this city and we are daily adding to its wealth and population by the purchase of thousands of dollars worth of carriages, harness, saddlery and other articles. Indeed we may truly say that the manufacturers of Charleston have their work shops in Bridgeport, whose streets are paved with the money that should be spent in this city, and in which the palace of the manufacturer will be erected when he retires from business.
Before bringing my subject to a close I will make a few remarks on the policy to be pursued by those who may engage in manufactures on the use of steam power and on the cost of the machinery necessary for manufacturing cotton. To such as are disposed to engage in this branch of business, the caution cannot be too often repeated to guard against two errors which, so far as I am informed, have been the only obstacle to a realization of profit from such investments at the South. So well convinced am I of this fact that whenever I hear of a failure to produce profit in any enterprise of this sort I can, without enquiry, safely predict that it has resulted from one of these causes.
The first is complication--undertaking to do too much. Persons commencing this business at the south either forget are not aware of the fact that manufacturers are essentially wholesale dealers. They generally set out with a notion that to run a mill of 2,000 spindles on one thing would soon over stock the market; and by undertaking to fit out factories in such a manner as to avoid this, they commit a fatal error. I often bring to mind a conversation which I once had with a very intelligent old gentleman who owned an interest in a small factory of 1,200 spindles. I will relate a part of it in order to exemplify the notions that prevail among us on this subject. In speaking of the advantage which South Carolina possessed in water power, he remarked, "that near his factory there was one of the finest mill seats in the State, but if a cotton mill should be erected on it it would ruin the one in which he had an
Page 232
interest." This gentleman did not seem to be aware of the fact that a mill erected in Massachusetts was as much a competitor with his as if it were alongside of it and that any disadvantage from competition was more than counterbalanced by the advantage gained from communion. The owners of this little mill, at the time spoken of, were endeavoring to force their goods off in the village in which it was located; this market was of course overstocked to the great embarrassment of this manufacturing company. After many hard struggles to avoid such an alternative, they were at length induced to send a few bales of their goods to the Charleston market not likely to be depressed by all the cloth that South Carolina may send to it for many years to come.
Those who embark in this business should look entirely to a wholesale market. The idea of having an agent in every country village is ridiculous. Aside from the embarrassment and perplexity of having their goods scattered over the whole country, the agencies necessary for making different kinds of goods are wholly at war with any system which may be adopted with regard to quantity. The stoppage necessary for changing machinery will destroy all system among the operatives and render it impossible, with the very best management to turn off anything like the quantity which might be produced by working at one thing only; and the loss in such cases would not be compensated by the difference between wholesale and retail prices. The sale of the manufacturer's goods belongs rightfully to the commission merchant. He has no business peddling off his yarn and cloth at retail--let him leave that to small manufacturers or any person who desires to engage in such petty business. His goods should be forwarded precisely as a planter's cotton is, to a mercantile agent to make the best disposition of them that a shipping market will afford, they should be sold as they are made.
In making a selection of the kind of goods to be manufactured, care should be taken not to fix on an article with which the market is easily overstocked. The article osnaburgs is one of limited demand. South Carolina and Georgia are now over-supplied from our factories, which send a surplus to New York and New Orleans. Two large establishments added to those which we now possess would monopolize the trade--make a supply sufficient for the whole country--and force the Northern manufacturer to abandon the article. There are other articles equally as profitable which we can sell, such as cloths, made from No. 12 to 16 yarn, drills and muslins, weighing from 3 to 5 yards to the pound. Sheeting from 36 inches to 1½ yards wide, shirtings from 26 to 36 inches wide. These articles consume a large portion of all the cotton produced by the world; and if the little factory alluded to above as well as all the factories in South Carolina (whose machinery is well adapted to such goods and not to osnaburgs), were running on shirtings, sheetings or drills and had this village or any other town, even the city of Charleston, machinery enough to turn out 100,000 yards per day it would scarcely be felt in the market of the world.
When South Carolina once sets about manufacturing the wholesale merchants of Charleston will soon learn the way of doing business after the manner of those in Baltimore, Philadelphia and New York in purchasing large quantities of these brown goods to be converted into colored muslins, bleached cloths of calico prints, this branch of business being now carried on very extensively and as a distinct one from the other branches of manufacturing. For instance a merchant of New York will purchase 100 bales of the sleaziest goods in the market and send them to Providence where they are dyed of various colors assorted as to finish and stamped with any particular mark he may choose to designate. Cambrics ¾ wide are colored and finished for 1¼ cents per yard, 4-4 wide for 2 cents and silesias for about the same price. The same merchant sends a quantity of brown shirtings or sheetings and has them bleached and finished in various styles making fom the same bale of cloth three or four kinds of goods. Bleaching long cloth, calender finish, costs 2½ cents per pound, beetle finish 4 cents per pound, gold bands 4½ cents each, cambric finish 4 mills per yard extra. He may send another lot of either or both of these kinds of goods to be printed (designating the patterns) when they are put into colors and shapes, stamped to suit him, boxed up and sent back. We mention these facts to show the endless variety of uses to which these goods are put with which the original maker has nothing to do; and to show the demand we may expect for them when Charleston becomes a market for such goods.
The second error alluded to is that of making the establishments too small. No one in South Carolina should think
Page 233
of putting up a factory for making cloth to contain less than 5,000 spindles, unless he is willing to apprentice himself to the business and go into the mill himself to oversee and manage it. Such a class of men will not easily be found in our State at the present time. Planters must not think of erecting small mills to spin their own cotton; even in Kentucky, where manufacturing is performed by hand labor there are few instances of its being undertaken by those who raise the hemp. This may, however, be done with great propriety, by many planters in this State that I could name, who possess the requisite capital for erecting mills, and negroes for working them; but such ought to confine their operations to yarn for shipment. It must be remembered that they who have talent enough to rise to the situation of overseers, in manufacturing establishments, have, in common with all mankind, pride of character. A young man, reared in one of these fine Massachusetts establishments, would consider it almost an insult, to be offered a situation in a 1,00, or 2,000-spindle factory in South Carolina. Such men could not be induced, for ordinary wages, to take charge of anything short of a first rate establishment; and if employed to take charge of such an one, they would come out, expecting to make it produce the same quantity that the mills of New England do. Any gentleman who attempts manufacturing on a small scale, in this State, will find that he has invested his capital in that, which is not easily disposed of, and that profitable results can only be obtained by the utmost vigilance, should he undertake to conduct his mill in person. If he employ overseers, he will find it difficult to obtain such, as are skilful at their business; and if he even get skilful ones they cannot be relied on. Taking it altogether, it will be found to be a business suited to few persons.
CHAPTER XII.
Steam power being now in general use, information with regard to its economy, in driving machinery, is at the command of most persons, particularly in towns, in which it is most likely to be used. It will, therefore, not be necessary to say much on this subject. In the city of Charleston we have an inexhaustible supply of wood for such purposes, and our location is more favorable as regards the use of Pennsylvania coal, than any of the eastern cities. In England it is estimated that each pound of cotton consumes half a pound of coal in its manufacture. In a lecture on the comparative cost of water and steam power, delivered before the citizens of Hartford, Conn., by Mr. Charles T. James,, of Newburyport, and which was recently re-published in The Charleston Courier, he states that to run two mills in the latter place, one of 6,336, and the other 11,000 spindles, with all the apparatus for weaving, consumes 3¼ tons of anthracite coal per day, for which is paid, delivered at the factory, $4 42-100 per ton. These are, however, mule spindles, which require 20 per cent. less power than such as we would use. Montgomery, in his "Treatise on Cotton Manufacturing," gives 65 horse power, as the size of an engine, competent to drive 5,000 heavy spindles, and all the other machinery to make cloth. There are various ways of calculating horse power, he speaks of the English mode, that is, a power that will raise 33,000 pounds, one foot, in a minute.
It is a difficult matter to give the cost of machinery, as there is such a variety of kinds used, with so many different grades of finish. There is an estimate before me, made for another person, of the cost of machinery, including gearing, shafting and pulleys, complete, for a factory containing 2 Lap machines--27 thirty-inch cards--2,268 spindles, and 24 Osnaburg looms, for $24,000; and a high pressure engine of 30 horse power, to drive it, for $5,000. I will now give a second estimate, furnished from a different establishment, which is as follows: (not including the running gear), for 20 cards, 4,032 spindles and 130 looms, with all the apparatus, requisite for running it, boxed up and delivered on ship board, $36,356. The machinery, such as we should require, may be had from $10 to $12 per spindle. The shafting and gearing for a mill of 5,000 spindles could certainly be put up for $2,500 or $3,000. It would not be safe, however, to estimate the cost of all the machinery, such as is used in Lowell, for a mill of 5,000 spindles, delivered in Charleston, at less than $60,000.*
I am almost ashamed to say anything more on the subject of steam power in Charleston. Indeed, the restrictions on its use, in this city, are not in keeping with the age in which we live; when the Press, which prints this article, a beautiful and complicated machine, which with the aid of steam power would perform its work of itself, is driven by the labor of negroes, two of whom may be seen, whenever it is in
Page 234
operation, with coats, jackets and shirts off, sweating and tugging like horses; and all this labor might be performed with very little more fire than is used in a common parlor grate, and not much more risk. Steam power is so universally used in all the Northern cities that you can scarcely find a grindstone that is not turned by it. I had occasion, while in Philadelphia, to look for a child's velocipede, and was directed to a man who made them in Dock street. I found him busily engaged turning out quantities of them for our Southern market; his lathes and circular saw were driven by a small engine, which, together with its furnace, did not occupy the space necessary for a smith's forge, and it certainly did not produce half the smoke. On another occasion I visited a lastmaker. His shop was in the fourth story of a house near Market, between Fourth and Fifth streets; his lathes were also driven by a steam engine, the furnace for which was an iron stove, with the boiler on the top of it, the smoke pipe entering the chimney. He had more power than he needed, and rented the surplus to a carpenter, in the fourth story of a house, on the opposite side of a narrow street, the power being communicated by a belt. At another time, I paid a visit to a pencil-maker; his lathes were likewise turned by steam power, and I do not exaggerate when I assert that the furnace of his engine could not contain half a bushel of coal. I could go on naming numberless similar instances for I had the curiosity to notice these things, having long regarded our restrictions as impolitic and illiberal. We ought to be as liberal as other cities in this respect. Slight impediments often turn the course of large streams, and so it may be in this matter. Our city council ought to adopt the course pursued by Philadelphia and New York, in relation to steam power. The latter city has no legislation on the subject, nor ought Charleston to have any. Every man has his redress in the common law for actual nuisances.
It cannot be disputed that the Southern States have been unjustly taxed for the support of manufactures in this country, for it has been against their will. They have refused to embark in this business, while the Northern people have done so, and built up their section of country by the operation; but we must remember that the day of retribution must come, nay, is close at hand, when the South shall be amply compensated for the many burthens imposed heretofore, by the protective system. The laws of trade are regulated by supply and demand, and will act in spite of human legislation. All the powers on earth cannot change these laws, and an effort to subvert them would be as futile as an attempt to still the ocean. Any one that has travelled through the Northern States, with a view of gaining information on this subject, cannot have come to any other conclusion, than that the United States is soon to stand first, among manufacturing nations. He who confines his walks to the fine streets of New York, Philadelphia and Boston, can have but a faint idea of what is going on in these worlds of trade. To get a knowledge of these things, one must go into the garrets and cellars--into the by-ways and alleys, where he will find thousands of native-born Americans, as well as foreigners, from all parts of the globe, engaged in the various branches of the mechanic arts. In articles composed of steel and iron, there is nothing which the world produces, that is not now being made in this country; from the needle to the 1,000-horse power engine and ship of war. In brass, copper and lead, everything that enters into the consumption of man--in silk, wool and cotton, everything necessary for comfort or elegance--in books, gold, silver, shells, diamonds, pearls and all kinds of precious stones, everything that can administer to the refinement, luxury, or taste of man, or serve for the decoration and ornament of the fair sex--every article to equip the soldier, or decorate, in gorgeous array, the plumed officer--all articles of furniture and plate required to fit out, in the most elegant style, the table, or drawing room, or any other part of the most costly mansion, may now be procured in the work-shops of this country. There is not an article imported from any part of the world, however delicate in texture, or curious in form and color, that is not immediately imitated; and before it is fairly on the shelves of the importer, it is offered for sale by our own manufacturers. Such is the state of things in this country, that scarcely a ship arrives at any of our Northern ports but brings among its emigrants artisans from Rome, Paris, London and other European cities. These men do not come alone; they bring with them work-shops, tools, apprentices and journeymen; and in every hole and corner of our large Northern cities, they may be seen at work.
Well may the New York merchants be opposed to a system of domestic industry, which transfers the work-shops
Page 235
of Europe to our own country, thus depriving them of the profit derived from the importation of the articles which this class of men manufacture. Go where you may, in the city, or out of it, and you are seldom, or never, out of the sound of the steam engine--travel the country over, where you may, and you will not find a water-fall that is not occupied, or that preparations are not being made to bring it into use. The arts are no longer confined to any particular spot on the globe. Artisans of all nations, are now at liberty to roam where they please; and just as certain as water will find its level, will they congregate in those countries that offer the greatest inducements to settle. We have no nobility to support in extravagance in this country, and it is becoming known, even among the poverty-stricken operatives of Manchester that there is a land where industry finds its reward, at least in all the comforts of life. Our free institutions, healthful climate, cheap living, absence from taxation etc., cannot but offer strong inducements to the European manufacturer, to emigrate to our happy land. The time is not far distant when these United States shall manufacture greatly more than they can consume, and compete with the whole world, for other markets. Then will the tables be turned, and the day of retribution come; when the manufacturers of this country shall be competing with each other for the home market, and we shall be supplied at prices far below what we should have been, without the American manufacturer. The Southern States could not take a more effectual step to bring about this state of things, than by commencing the manufacture of coarse cotton fabrics, which, by right, belongs to them, and which they will get, with the first effort made to obtain it. They would, at once, drive the eastern mills, now engaged in this business, to the manufacture of fine goods. The immense works already in operation and the millions of capital engaged in manufactures, would still continue to be engaged in them. For a trifling expense, any of those Massachusetts mills may be so altered, as to run on the finest cotton fabrics; and the disposition to change, from coarse to fine goods, exists with all manufacturers, so that it will require no great effort to drive the coarse spinners from their present occupation, to compete with their neighbors, in the making of fine fabrics. Finally, when we shall have put a stop to the draughts, which the Southwestern States are continually making upon us and shall have invested our capital in the business of manufacturing our raw material into yarn and coarse fabrics, making a mutual exchange with our Northern brethren, of the coarser for the finer goods, then we shall find the tariff no longer a subject to quarrel about; but we shall dwell in peace and harmony and all shall rejoice in the blessings which this system of domestic industry will confer on South Carolina.
Page 236
TABLE A.
| NAME OF THE COMPANY. | Time of commencing. | Term of Years. | CAPITAL. | Average Dividends. | Allowance for loss in outfit, and for fire insurance, they being their own insurers. |
| Merrimack | 1825 | 20 | 2,000,000 | 12¾ | Less 1 per cent. |
| Hamilton | 1828 | 17 | 1,000,000 | 10½ | Less 1 1-10 per cent. |
| Appleton | 1829 | 16 | 600,000 | 9¾ | Less 1 1-8 per cent. |
| Lowell | 1831 | 14 | 600,000 | 9 | Less 1 1-6 per cent. |
| Suffolk | 1833 | 11½ | 600,000 | 14 | Less 1 2-5 per cent. |
| Tremont | 1833 | 11½ | 600,000 | 10½ | Less 1 2-5 per cent. |
| Lawrence | 1834 | 11 | 1,500,000 | 7 | Less 1 2-5 per cent. |
| Boott | 1838 | 6½ | 1,200,000 | 8 | Less 2 per cent. |
| Massachusetts | 1841 | 4 | 1,200,000 | 5¼ | Less 3 per cent. |
TABLE B.
Estimate made out for myself, by Messrs. Rogers, Ketchum & Grosvenor, of Paterson, N. J.
5,000 Spindles for making yarn. This is 20 per cent higher than
usual on account of the great demand.
| One Willow | $ 75 |
| One 30-in picker | 320 |
| One Lap machine | 320 |
| 35 30-in. carding machines | 7,525 |
| 1 grinding frame | 90 |
| 6 3-strand drawing frames, at $70 per head | 1,260 |
| 6 16-strand speeders at $330 | 1,980 |
| 5000 improved live throstle spindles, at $5 each | 25,000 |
| 12 double reels, at $60 | 720 |
| 1 yarn press | 40 |
| 1 slide rest, for turning card cylinders | 20 |
| Emery Rollers for card grinding | 15 |
| 1 banding machine | 25 |
| 10,000 speeder bobbins, at 3½c | 350 |
| 15,000 throstle bobbins, at 3½c | 525 |
| Turning lathe | 100 |
| Drilling machine and other tools | 350 |
| Amount carried forward | $ 38,715 |
| Amount brought forward | $ 38,715 |
| Miscellaneous articles which will be necessary to complete the above, such as belt leather, cloth and leather for covering rollers, card cans, etc | 800 |
| $ 39,515 | |
| Boxing furnished at cost. All the machinery warranted to be built of the best materials, embracing the most modern improvements, and fitted up in superior style, the workmanship not to be surpassed by any other establishment in the country. | |
| The machinery necessary to prepare the yarn and weave it into cloth, in connection with the above, would cost about | $ 15,000 |
| Total cost | $ 54,515 |
Page 237
TABLE C.
Estimate of the cost of Buildings, Machinery, &c., for a Cotton Factory, extracted from James
Montgomery's Work on Cotton Manufacturing.
| Brick, or stone-house, four stories and attic, 142 by 42 | $ 25,000 |
| Water wheel, gearing and belting | 17,000 |
| Furniture, gas and steam pipes, lathes, tools, &c | 2,000 |
| 1 willow | 100 |
| 1 scutching machine | 600 |
| 40 carding engines, at $210 | 8,400 |
| 6 drawing heads, 3 heads each, at $200 | 1,200 |
| 6 double speeders, 18 spindles each, at $660 | 3,960 |
| 7 extensers, 36 spindles each, at $900 | 6,300 |
| Roving and card cans | 542 |
| Top and cylinder grinders, brushes, &c | 210 |
| 4992 throstle spindles, at $4.50 | 22 464 |
| 10,000 rove bobbins, at 6 cts | 600 |
| 12,000 spinning frame bobbins, at 1 cent | 120 |
| 6,000 skewers, at 1½ cents | 90 |
| 6,000 spools for warper, at 3 cts | 180 |
| 8 spooling machines, at $70 | 420 |
| 6 warping machines, at $150 | 900 |
| 9 dressing machines, at $400 | 3,600 |
| 128 looms, at $75 | 9,600 |
| Miscellaneous articles | 300 |
| $ 103,836 |
This is evidently Massachusetts, or Rhode Island machinery, where they use the geared speeder. This is a high estimate for the building and water-wheel, for our back country. The Saluda Factory's building, of granite, 4 stories and an attic, 200 by 40 feet, cost only $20,000. The Vaucluse, of hewn granite, 4 stories and an attic, 80 by 40 feet, with wheel-pit and water-wheel, cost only $17,500.
TABLE D.
A List of Prices in Alfred Jinks' Machine Manufactory, Bridesburg, near Philadelphia.
| Small whipper, or willow | $ 75.00 |
| Spreader, or lap machine | 250.00 |
| 30-inch cotton cards (iron doffers) | 230.00 |
| 30-inch cotton cards (wooden doffers) | 220.00 |
| Drawing frame, 4 heads | 240.00 |
| Drawing frame, 3 heads | 200.00 |
| Railway drawing | 125.00 |
| Iron railway for 8 cards | 75.00 |
| Improved eclipse, 10 spools, double rollers | 250.00 |
| Improved eclipse, 10 spools, single rollers | 200.00 |
| Throstle spindle, 2½ bobbin | 4.50 |
| Throstle spindle, 2 bobbin | 4.00 |
| Mule spindle | 2.25 |
| Single reel | .25 |
| Double reel | .40 |
| Spooling machine, 24 blocks, 48 spools | 200.00 |
| Spooling Machine, 12 blocks, 24 spools | $ 70.00 |
| Warping machine and hack | 50.00 |
| Sizing Machine | 60.00 |
| Beaming machine | 70.00 |
| Light 35 or 40-inch plain loom | 50.00 |
| Heavy 40-inch, for heavy goods | 55.00 |
| Heavy 40-inch, in twilled looms, with 2, 3, 4 and 6 treadles | 65.00 |
| Light do. 30-inch | 60.00 |
| Check Looms | 90.00 |
| Throstle spindle and flyer | 1.00 |
| Castings for water-wheels and heavy gearings, furnished, per pound, at | .06 |
| Shafts and couplings, pulleys, hangers, with composition boxes, per pound, at | .10 |
| Iron and brass castings of all kfnds, per lb., at | .05 |
N. B. All the castings, both of iron and brass--the shafting, pulleys, &c.--may be procured at several places in Charleston. I have had them made by Thomas Dotterer, of superior manufacture and as cheap as the prices above stated.
Page 238
TABLE E.
Wages paid at Factories in Lowell and South Carolina, boarding not included.
LOWELL MILL
| 3 hands at | $ 1.25 per day. |
| 5 hands at | 1.04 per day. |
| 4 hands at | .84 per day. |
| 2 hands at | 85 per day. |
| 2 hands at | .75 per day. |
| 17 hands at | .72 per day. |
| 17 hands at | .61 per day. |
| 22 hands at | .57 per day. |
| 15 hands at | .51 per day. |
| 7 hands at | .47 per day. |
| 1 hands at | .39 per day. |
| 1 hands at | .35 per day. |
SOUTH CAROLINA MILL.
| 1 mule spinner, at | $ 1.50 per day. |
| 1 man, at | .75 per day. |
| 2 men, at | .50 per day. |
| 2 men, at | .43 per day. |
| 2 men, at | .39 per day. |
| 12 girls at | .26 per day. |
| 4 girls at | .25 per day. |
| 6 girls and boys at | .20 per day. |
| 11 girls and boys at | .16 per day. |
| 6 girls and boys at | .12 per day. |
| 7 girls and boys at | .10 per day. |
TABLE F.
Carding machines are now generally made from 30 to 36 inches wide, and are capable of carding from 2 to 2½ pounds to the inch. Spindles adapted to coarse yarn, such as is woven into osnaburgs, will turn out 1 pound to the spindle; so that it will be necessary to have 60 spindles. In making assorted yarn, from Nos. 8 to 20, smaller spindles are used, and a half-pound to the spindle is as much as can be taken from them; so that 120 spindles will be required for each carding-engine. In putting up small factories, a picker and lap machine will be indispensable; and the following is as small a quantity of machinery as can be run to advantage:
| For a picker and lapper, each $200 | $ 400 |
| For 4 carding engines. each $220 | 880 |
| For 1 three-head drawing frame | 210 |
| For 1 twelve-strand speeder | 290 |
| For 620 throstle spindles, each $5 | 3,100 |
| $ 3,880 |
Add to this the proportion of bobbins, tools, and other miscellaneous articles, (which see Tables B., C. and D.) and you have about the cost of the machinery necessary in a factory containing 620 spindles.
For a larger number of spindles, the cost will be increased in about the same ratio, except that the picker and lap-machine would answer for 2,000 spindles.
A loom running on osnaburgs, ought to turn out 28 pounds, or 56 yards of cloth per day; and those running on shirtings and sheetings, of Nos. 12 to 14 yarn, will make 15 pounds, or 45 yards of cloth. By these data, people will be able to ascertain the number of looms requisite for a given number of spindles.
Page 239
TABLE G.
STATISTICS OF LOWELL COTTON MANUFACTURES, JANUARY 1, 1844.
COMPILED FROM AUTHENTIC SOURCES.
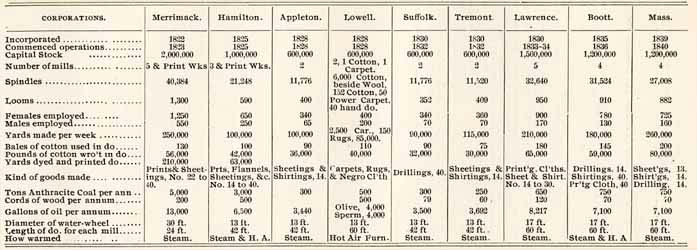
STATISTICS OF LOWELL COTTON MANUFACTURES, JANUARY 1, 1844.
COMPILED FROM AUTHENTIC SOURCES.
Page 240
| Yards of cloth per annum | 74,141,600 |
| Pounds of cotton per annum | 22,880,000 |
| Assuming half to be Upland and half New Orleans and Alabama, the consumption in bales, 361 pounds each, is | 58,240 |
| A pound of cotton averages 3 1-5 yards. | |
| 100 pounds cotton will produce 89 pounds cloth. | |
| Average wages of females, clear of board, per week | $1.75 |
| Average wages of males, clear of board, per day | .70 |
| Medium produce of a loom, No. 14 yarn, yards per day | 44 to 45 |
| Medium produce of a loom, No. 30 yarn, yards per day | 30 |
| Average per spindle, yards per day | 1 1-10 |
| Average amount of wages paid per month | $150,000 |
| Consumption of starch per annum (pounds) | 800,000 |
| Consumption of flour for starch in mills, print works, and bleachery, barrels, per annum | 4,000 |
| Consumption of charcoal, bushels per annum | 600,000 |
The Locks and Canals Machine Shops, included among the 33 mills, can furnish machinery complete for a mill of 5,000 spindles in four months; and lumber and materials are always at command, with which to build or rebuild a mill in that time, if required. When building mills, the Locks and Canals Company employ directly and indirectly from 1,000 to 1,200 hands.
To the above-named principal establishments may be added, the Lowell Water-Proofing. connected with the Middlesex Manufacturing Company; the extensive powder mills of O. M. Whipple, Esq,; the Lowell Bleachery, with a capital of $50,000; Flannel Mill; Blanket Mill; Batting Mill; Paper Mill; Card and Whip Factory: Planing Machine; Reed Machine; Foundry; Grist and Saw Mills--together employing about 500 hands, and a capital of $500,000.
With regard to the health of persons employed in the mills, six of the females out of ten enjoy better health than before entering the mills; and of the males, one-half derive the same advantage. In their moral condition and character, they are not inferior to any portion of the community.
A very considerable portion of the wages of the operatives are deposited in the Lowell Institution for Savings.
Page 241
Index.
- ALAMANCE Mills . . . 185-201
- Analysis of Manfg. Cost . . . 59
- Annual Consumption of Cotton per 1,000 Spindles . . . 73
- Annual Statements . . . 80, . . . 100, 103
- Automatic Sprinklers . . . 159
A
- BALANCE Sheet . . . 86
- Battle, Joel 201
- Bean, Michael 201
- Belt Guard . . . 167
- Biographical Sketches . . . 180
- Bivings, James 201
- Blanks.
- Bookkeeping . . . 74
- Bounty to Cotton Growers . . . 22
- Broad Tires . . . 142-153
- By-Laws . . . 26-45
B
- CAPITAL Required . . . 33
- Carrigan, W. A. 201
- Chinese Imports . . . 20
- Churches for Mill Villages . . . 37-112
- Clemson College . . . 135
- Cloth Card Blank . . . 131
- Cloth Market . . . 128-131
- Cloth Mill Blank . . . 78
- Cloth and Yarn Mill Blank . . . 78
- Closing Books . . . 83
- Colored Labor . . . 109
- Commission Houses . . . 128
- Condensing Engines . . . 122
- Consigning Goods . . . 128
- Cooling Tower . . . 124
- Cost Electric Transmission . . . 125
- Cotton as a Factor in Progress . . . 1
- Convict Labor on Roads . . . 147
- Courses of Study . . . 137
- Curtailment of Crop . . . 16
C
- DEPRECIATION . . . 80
- Design of Mills . . . 52
- Directors of Mills . . . 29
- Domestic Industry 203
- Donaldson, H. A. 201
- Draft of Wagons . . . 151
D
- EGYPTIAN Cotton . . . 14
- Electric Clock . . . 162
- Electric Light . . . 168
- Essays on Domestic Industry 203
- Export Trade . . . 24
E
- FACTORY Houses . . . 116
- Factory Insurance . . . 158
- Farm and Factory . . . 176
- Financial Statement . . . 76, . . . 87,
101
Page 242 - Fire Brigades . . . 161
- First Cost of Mills Tables . . . 52
- First Steamship . . . 108
- Floor Space . . . 170
- Fluctuation in Price of Cloth . . . 60
- Freight Rates . . . 36
- Fries, Francis . . . 183-202
- Fuel . . . 124
F
- GINNING Cotton . . . 15
- Government Tests of Roads . . . 154
- Graniteville Mills . . . 181-202
- Great Falls Mills . . . 202
- Gregg, William . . . 181-202
- Grouping of Accounts . . . 75
- Growth of Cotton Production . . . 7
G
- HAMMETT, H. P. . . . 189
- Harmony in Mill Management . . . 30
- Heating Mills . . . 169
- History Early Mass. Mills . . . 226-236
- Early Southern Mills 201
- Hoke, John 201
- Holt, E. M. . . . 185-201
- Hours of Work . . . 38
- Humidifying . . . 170
- Humphreys, Henry 201
- Hydrants . . . 160
H
- INCREASING Profits of Cotton Production . . . 17
- Indian Cotton . . . 13
- Influence on Cost of Goods of Price of Cotton . . . 61
- Labor . . . 61
- Fuel . . . 61
- Installment Plan . . . 41
- Insurance . . . 158
- Inventory . . . 76-86
- Investments, Costs, Profits . . . 50
I
- LABOR . . . 108
- Labor Laws . . . 111
- Leak, J. W. . . . 186-202
- Leaksville . . . 202
- Lighting Mills . . . 168
- Location and Surroundings . . . 34
- Lowell, History of Early Mills . . . 236
- Lowell Textile School . . . 135
L
- MACHINERY for Roads . . . 149
- Management of Mills . . . 172
- Manufacturing Account . . . 76
- Manufacturing in South in 1810 . . . 4
- Markets for Food Stuffs . . . 17
- McDuffie, General . . . 202
- Mecklenburg County Roads . . . 143
- Mill Bookkeeping . . . 74
- Mill Construction . . . 158
- Mill Insurance . . . 158
- Mill Floor . . . 164
- Mill Reports . . . 77-88
- Monthly Reports . . . 76
- Morehead, J. W. . . . 187-202
- Mount Hecla Mills 201
- Mountain Island 201
- Mutual Insurance . . . 158
M
- NEGRO Labor . . . 109
- New England Mills 193
- New England Mutual Insurance . . . 158
- Night Work . . . 38
- North Carolina Mills 196-200
- North Carolina Textile School . . . 135
N
- OIL, Cotton . . . 8
- Oil Mill Products . . . 8
- Oily Waste . . . 162
- Operatives Houses . . . 116
- Operation of Various Size Mills . . . 64
- Order of Business . . . 29
- Organization of Company . . . 25
- Origin of Installment Plan . . . 41
O
Page 243
- PAY of Operatives . . . 55
- Pay Roll Blank . . . 80-98
- Per Cent. of Cotton in Cloth . . . 59-200
- Permanent Investment Account . . . 76
- Philadelphia Textile School . . . 135
- Pintle . . . 164
- Plumbing . . . 169
- Power . . . 122
- Product per Spindle . . . 73-200
- Profits in Cotton Production . . . 15
- Profits in Cotton Manufacture. Tables . . . 52-172
- Prosperity of Manufacturing Communities . . . 18
P
- RAISING Capital . . . 39
- Repairs on Roads . . . 152
- Richmond Mfg. Co. . . . 202
- Road Building . . . 142
- Road Machinery . . . 149
- Road Tax . . . 149
R
- SALARIES . . . 30
- Sale of Products . . . 128
- Sanitary Conditions . . . 117
- Schenck, Michael 201
- Schools for Mill Villages . . . 37
- Schumann, Dr. . . . 202
- Shipping Interests . . . 24
- Size of Mills . . . 52
- Skilled Operatives . . . 57
- Slavery in New England . . . 4
- South Carolina Mills 197-200
- South Carolina Railroad . . . 108
- South Carolina Textile School . . . 135
- Southern Labor . . . 108
- Specifications Operatives Houses . . . 118
- Spindles in United States 193-199
- Spindles in Southern States 194
- Spindles in World 199
- Sprinklers . . . 159
- Statement Blanks . . . 80-85
- Statistics . . . 191-236
- Steam Heat . . . 169
- Steam Power . . . 122-170
- Stockholders Meeting . . . 29
- Subscription List . . . 23
- Superintendents Reports . . . 97
- Surplus . . . 85
S
- TABLES.
- I. Single Yarn Mills . . . 64
- II. Single Yarn Mills . . . 65
- III. Single Yarn Mills . . . 66
- IV. Ply Yarn' Mills . . . 67
- V. Ply Yarn Mills . . . 68
- VI. Ply Yarn Mills . . . 69
- VII. Cloth Mills . . . 70
- VIII. Cloth Mills . . . 71
- IX. Cloth Mills . . . 72
- X. Cotton Consumed per 1,000 Spindles . . . 73
- XI. Statistics Mills in United States . . . 193
- XII. Statistics Mills in New England . . . 193
- XIII. Statistics Mills in Middle States . . . 194
- XIV. Statistics Mills Southern States . . . 194
- XV. Statistics Mills Virginia . . . 195
- XVI. Statistics Mills in Kentucky . . . 195
- XVII. Statistics Mills in Tennessee . . . 196
- XVIII. Statistics Mills in North Carolina . . . 196
- XIX. Statistics Mills in South Carolina . . . 197
- XX. Statistics Mills in Georgia . . . 197
- XXI. Statistics Mills in Alabama . . . 198
- XXII. Statistics Mills in Mississippi . . . 198
- XXIII. Distribution of Cotton Spindles in the World . . . 199
- XXIV. No. Spindles in United States, 1800 to 1900. Also Value of Goods Produced . . . 199
- XXV. Manufactures in United States, 1850 to 1890 . . . 199
- XXVI. Production of Yarn per Spindle . . . 200
- XXVII. Counties Spinning in North Carolina and South Carolina More Cotton Than They Produce 200
- A. Early Mass. Mills . . . 236
Page 244 - B. Price List Machinery, 1843 . . . 236
- C. Cost of Mill, 1843 . . . 237
- D. Price List Machinery, 1843 . . . 237
- E. Wages List in Lowell, 1843 . . . 238
- F. Price List Machinery, 1843 . . . 238
- G. Statistics Lowell Mills, 1825 to 1841 . . . 239
- Tate, T. R. 201
- Technical Education . . . 133
- Testing Roads . . . 154
- Textile Education . . . 133
- Time Detector . . . 162
- Transmission of Power . . . 125
- Troy Polytechnic School . . . 133
T
- WARLICK, Absalom 201
- Waste . . . 54, . . . 78, 162
- Watchman's Clock . . . 162
- Water Closets . . . 169
- Water Power . . . 122
- Water Required to Make Steam . . . 123
- Windows . . . 166
- Wood . . . 125
W
Page 245
BY THE SAME AUTHOR.
COTTON MILL PROCESSES AND CALCULATIONS
PRICE, $5.00
This is a book for the Mill Superintendent, the Overseer, and the Student who wants to learn the details of the business of running a cotton mill. It is written in simple style, and without the use of algebra. Anyone who understands the simple rules of arithmetic, may easily master it. It is profusely illustrated with original drawings.
Notices of the Press.
Cotton Mill Processes and Calculations is in every respect a notable work. * * No man is better qualified to utilize experience and profit by its lessons than Mr. Tompkins. * * From our acquaintance with his remarkable faculty of making a difficult subject seem clear and simple, we feel safe in predicting that his book will find ready sale.--Norfolk Landmark.
Destined to make its impress, and that for good and usefulness, upon the young men of the South especially.--Raleigh Post.
The book covers the whole subject. * * New in every line.--Dixie.
One of the best books ever published in the South. * * A perfect elementary text-book. * * This book may be said to mark a milepost in the industrial history of North Carolina.--Raleigh News and Observer.
A book of inestimable value to any and every one engaged in the manufacture of cotton. * * Mr. Tompkins has rendered an invaluable service to the cotton manufacturing industry. * *--Wilmington Star.
Nothing more timely in character has appeared in years, and beneficent practical results cannot fail to accrue therefrom. * * While this splendid work is designed chiefly to meet the demands of textile schools, it may also prove of paramount service to every one interested, either directly or indirectly, in the manufacture of cotton. * * Mr. Tompkins writes not from the mercenary impulse of one who merely wants to make money. * *--Atlanta Constitution.
Mr. Tompkins understands cotton manufacture, and his book will meet a demand that has long been felt in the South. * * It embodies the results of both scientific study and practical experience.--Atlanta Journal.
Mr. Tompkins treats cotton manufacturing from a new standpoint, i. e., letting daylight through the whole subject. He has evidently gone to great expense. * * An invaluable work for the young man learning the mill business, as well as a comprehensive guide to the overseer and superintendent.--Textile Excelsior.
Page 246
BY THE SAME AUTHOR
COTTON AND COTTON OIL.
Now in Course of Preparation.
PRICE, $5.00
This book is a complete description of American methods of producing cotton, ginning it and putting it on the market.
Taking the ground as the farmer finds it, there are detailed specifications for preparing and fertilizing it, and planting the seed.
Every detail of culture is minutely described.
All implements in use are fully illustrated and described.
Cotton ginning is elaborately treated and profusely illustrated, showing the history of the subject from the earliest inventions to the very latest developments.
The different methods of baling cotton, including all of the round bale processes, are fully described and illustrated.
Cotton seed oil manufacture and allied industries form an important division of the book. This includes full description of oil mill machinery, and oil mill buildings, and detailed specifications, showing what equipment is necessary to produce first class oil at the lowest cost. Oil refining is carefully treated from both theoretical and practical standpoints.
A branch of this subject is the mannfacture of fertilizers, where cotton seed meal is an ingredient. The whole subject of fertilizer manufacture is described and illustrated. Sulphuric acid is used in the manufacture, and a description is given of the manufacture of sulphuric acid for this purpose.
Another branch of the subject treated is the utilization of cotton seed products as food stuffs--the oil for man, and the meal and hulls for stock.
Return to Menu Page for Cotton Mill, Commercial Features. A Text-Book... by Daniel Augustus Tompkins
Return to The North Carolina Experience Home Page
Return to Documenting the American South Home Page